

Сварка порошковой проволокой |
Теплосодержание и температура капель электродного металла
Температура расплавленного металла и реагирующих с ним шлака и газов является одним из основных параметров, определяющих физико-химические и металлургические процессы сварки — абсорбцию жидким металлом газов, интенсивность взаимодействия между шлаком и металлом, испарение и др.
Температура капель измерялась при сварке штучными электродами и в защитных газах. В работе имеются сведения о температуре капель при сварке порошковой проволокой. А. А. Ерохин показал, что при сварке штучными электродами с ростом силы тока от 90 до 400 а температура капель увеличивается от 2200 до 2600° С. При напряжениях дуги 15 и 28 s температура капель соответственно составила 2150 и 2350° С. На обратной полярности температура капель на 200 град выше, чем на прямой. При одинаковом токе она выше у электродов меньшего диаметра, а при равной плотности тока — выше у электродов большего диаметра.
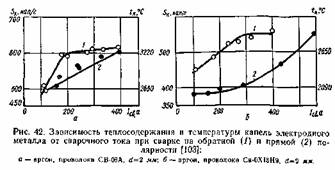
 капель электродного металла от силы тока при сварке в аргоне приведена на рис. 42. При обратной полярности с ростом тока наблюдается резкое увеличение температуры капель и при значениях тока 200— 300 а она достигает точки кипения. Температура капель при прямой полярности на 300—600 град ниже, чем на обратной. Нагрев капель на катоде и аноде определяется характером теплопередачи между дугой, каплей на торце электрода и электродом. При обратной полярности анодное пятно во всех опытах стабильно находится на торце капли и передача тепла дуги электроду осуществляется, в основном, через капли жидкого металла. С увеличением тока поверхность капли, занимаемая анодным пятном, растет, тепловой поток в каплю увеличивается. Поскольку тепло отвод в проволоку лимитируется площадью контакта капли с проволокой, капля перегревается до температуры кипения.
капель электродного металла от силы тока при сварке в аргоне приведена на рис. 42. При обратной полярности с ростом тока наблюдается резкое увеличение температуры капель и при значениях тока 200— 300 а она достигает точки кипения. Температура капель при прямой полярности на 300—600 град ниже, чем на обратной. Нагрев капель на катоде и аноде определяется характером теплопередачи между дугой, каплей на торце электрода и электродом. При обратной полярности анодное пятно во всех опытах стабильно находится на торце капли и передача тепла дуги электроду осуществляется, в основном, через капли жидкого металла. С увеличением тока поверхность капли, занимаемая анодным пятном, растет, тепловой поток в каплю увеличивается. Поскольку тепло отвод в проволоку лимитируется площадью контакта капли с проволокой, капля перегревается до температуры кипения.
При прямой полярности катодное пятно на электроде находится в беспорядочном движении. Оно часто перемещается с капли на боковую поверхность проволоки, чему способствует наличие окислов и следов волочильной смазки на поверхности проволоки.
Тепловой поток из дуги в электрод как бы раздваивается. Часть тепла дуги передается проволоке через каплю, часть — непосредственно через боковую поверхность проволоки. Перегрев капли снижается, растет скорость плавления проволоки. Изменение характера теплопередачи приводит к тому, что при одних и тех же скоростях плавления теплосодержание капель при прямой полярности значительно ниже, чем при обратной.
Теплосодержание капель, помимо режима сварки и полярности тока, зависит от теплофизических свойств металла электрода — температуры плавления и кипения, теплопроводности, удельного сопротивления и т. д. Так, теплосодержание капель при сварке проволокой из технически чистого железа (Св-08А, температура кипения примерно 3070° С) выше, чем при сварке проволокой из нержавеющей стали (Св-0Х18Н9, температура кипения 2850° С).
Следует отметить, что при сварке в аргоне температура капель достигает точки кипения электродного металла при таких значениях сварочного тока, когда обычно наблюдается резкое изменение характера переноса металла — из капельного в струйный.
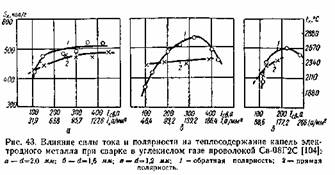
Результаты измерений теплосодержания и температуры капель при сварке в углекислом газе проволокой Св-08Г2С приведены на рис. 43. Так же, как и при сварке в аргоне, теплосодержание капель при прямой полярности значительно ниже, чем при обратной.
Максимальная температура капель при обратной полярности составляет 2590—2700° С , что несколько ниже температуры кипения стали 08Г2С. Абсолютные значения теплосодержания капель при сварке в углекислом газе в сравнимых условиях также ниже, чем при сварке в аргоне.
По-видимому, это вызвано более интенсивным охлаждением периферийных зон столба дуги вследствие расхода большого количества тепла на диссоциацию молекул С02. Степень сжатия столба дуги в углекислом газе в сравнении, например, с аргоном увеличивается, уменьшается поверхность анодного пятна, а следовательно, и поверхность, через которую тепло передается капле. Уменьшается степень перегрева
При сварке проволоками малого диаметра (1,2 и 1,6 мм) при обратной полярности наблюдается максимум теплосодержания капель в определенных пределах токов и снижение его с дальнейшим ростом тока.
Анализ данных, приведенных на рис. 43, показывает, что при одинаковых плотностях тока теплосодержание капель большее у проволоки большего диаметра. Уменьшение диаметра проволоки препятствует свободному расширению столба дуги, дуга становится сжатой. При этом размеры анодного пятна также ограничиваются, уменьшается поверхность передачи тепла в каплю, снижается ее теплосодержание. Новые данные о теплосодержании капель при сварке порошковой проволокой получены в работе.
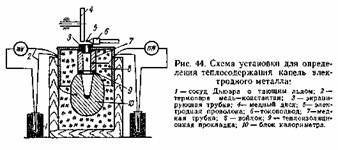
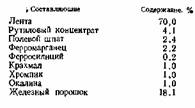
Теплосодержание электродного металла измерялось калориметром (рис. 44) при сварке порошковой проволокой с рутил-органическим сердечником,
 определяли по формулам
определяли по формулам

 —п оправки на теплообмен, определяемые из наблюдений за ходом системы в начальный и конечный периоды.
—п оправки на теплообмен, определяемые из наблюдений за ходом системы в начальный и конечный периоды.
 определяли по формулам
определяли по формулам

где G — масса капель металла.
Суммарное теплосодержание капель вычисляли по формуле

 и шлака
и шлака
Разделение металла и шлака и определение доли шлака в каплях производилось расплавлением их в алундовом тигле в среде аргона.
Теплосодержание шлака рассчитывали по формуле

![]() — доля шлака в капле (по массе).
— доля шлака в капле (по массе).
 шлака, образующегося при плавлении рутил-органической проволоки, соответственно составили 0,23 кал/г-град; 0,102; 70 кал/г.
шлака, образующегося при плавлении рутил-органической проволоки, соответственно составили 0,23 кал/г-град; 0,102; 70 кал/г.
Температуру металла капель определяли по формуле

 —т емпература перегрева металла выше точки плавления, определяемая из выражения
—т емпература перегрева металла выше точки плавления, определяемая из выражения

 определяли по формуле
определяли по формуле

![]() — скрытая теплота плавления.
— скрытая теплота плавления.
 =0,152 кал/г-град,
=0,152 кал/г-град,
 = 65 кал/г , теплосодержание при температуре плавления металла составило 314,1 кал/г. Общая ошибка измерений теплосодержания ± 27 кал/г, что соответствует температуре ±150°.
= 65 кал/г , теплосодержание при температуре плавления металла составило 314,1 кал/г. Общая ошибка измерений теплосодержания ± 27 кал/г, что соответствует температуре ±150°.
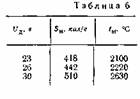
 приведены в табл. 5. Сварка выполнялась на постоянном токе обратной полярности при напряжении дуги 23—25 в . С увеличением тока температура капель повышается. В диапазоне исследованных режимов температура капель металла не достигает точки кипения, как это наблюдается при сварке малоуглеродистой проволокой в аргоне, что, по-видимому, связано с различными энергетическими характеристиками дуги в аргоне и на воздухе. Более высокая температура капель металла наблюдается при повышении напряжения дуги (табл. 6). Это можно в определенной мере объяснить дополнительным нагревом капель в дуговом промежутке.
приведены в табл. 5. Сварка выполнялась на постоянном токе обратной полярности при напряжении дуги 23—25 в . С увеличением тока температура капель повышается. В диапазоне исследованных режимов температура капель металла не достигает точки кипения, как это наблюдается при сварке малоуглеродистой проволокой в аргоне, что, по-видимому, связано с различными энергетическими характеристиками дуги в аргоне и на воздухе. Более высокая температура капель металла наблюдается при повышении напряжения дуги (табл. 6). Это можно в определенной мере объяснить дополнительным нагревом капель в дуговом промежутке.
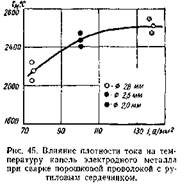
Экспериментальные данные о влиянии плотности тока на температуру капель иллюстрируются рис. 45. Температура капель растет при увеличении плотности тока.
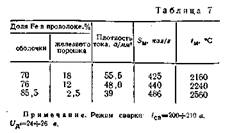
Температура капель при сварке порошковой проволокой зависит от соотношения масс железа оболочки и сердечника. Поскольку сердечник порошковой проволоки практически не электропроводен, нагрев и плавление его происходят, в основном, за счет излучения дуги. Чем большая доля холодного железа сердечника поступает в каплю, тем ниже ее температура (табл. 7).
Анализируя экспериментальные данные, можно заметить, что при сварке порошковой проволокой сохраняются те же закономерности влияния режима сварки на температуру капель, которые присущи процессу сварки сплошной проволокой в защитных газах. При одинаковых плотностях тока теплосодержание капель близко к теплосодержанию капель, измеренному при сварке в углекислом газе, и значительно ниже, чем при сварке малоуглеродистой проволокой в аргоне.
Это связано со значительными затратами тепла на диссоциацию газов воздуха, что приводит к сжатию столба дуги и изменению условий передачи тепла в каплю.
Значительная часть энергии тратится на плавление шлаков. Теплосодержание шлака составляет 10—15% общего теплосодержания расплавленной проволоки.

