

Сварка порошковой проволокой |
Сварка порошковой проволокой за рубежом
За последнее десятилетие в наиболее развитых в промышленном отношении капиталистических странах наблюдается резкое увеличение объемов производства и потребления порошковой проволоки. Порошковая проволока применяется для сварки углеродистых и низколегированных конструкционных сталей, высокопрочных и легированных сталей, чугуна, цветных металлов и сплавов и т. д.
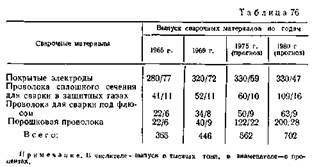
Наибольшее развитие сварка порошковой проволокой нашла в США. На рис. 133 и в табл. 76 приведены данные Американского
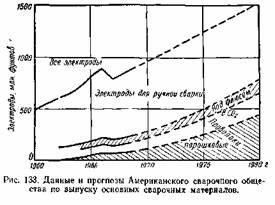
сварочного общества о выпуске различных сварочных материалов и прогнозы развития их производства на 1975-1980 гг. Как видно из этих данных, уже сейчас сварка порошковой проволокой в США занимает равноправное положение среди других механизированных способов сварки. Предполагается бурный рост производства порошковой проволоки; в США ее выпускают практически все основные фирмы — производители электродов. Большинство
фирм экспортирует свою продукцию или имеют свои отделения за пределами страны.
В настоящее время 30—40% объема производства порошковой проволоки в США приходится на долю сварки самозащитной проволоки и 60—70% на долю сварки в углекислом газе. Большинство фирм выпускает проволоку трубчатой конструкции.
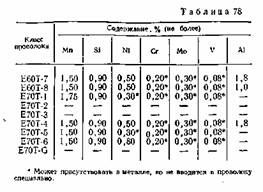
Наиболее часто для полуавтоматической сварки используют проволоку диаметром 2,4—3,2 мм. Для монтажной сварки применяется проволока диаметром 1,6—2,0 мм. п озволяющая выполнять сварку в различных пространственных положениях. Для автоматической сварки иногда применяют проволоку большого диаметра — 4 мм. В 1969 г. Американское сварочное общество разработало стандарт на сварочную порошковую проволоку AWS А5.20-69. По этому стандарту порошковая проволока для сварки малоуглеродистых сталей делится на девять классов: Е60Т-7, Е60Т-8, Е70Т-1, Е70Т-2, Е70Т-3, Е70Т-4, Е70Т-5, Е70Т-6, E70T-G. В табл. 77 приведены механические свойства металла, наплавленного проволокой всех классов, а в табл. 78 — его химический состав.

Классификация порошковой проволоки по типу сердечника дана в работе Д. С. Смита [180]. Проволока, применяющаяся с дополнительной защитой углекислым газом, делится на три типа I — высокорутиловую , II — известково-рутиловую , III — карбонатную .
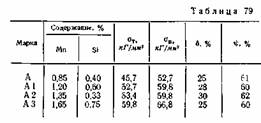
Проволока типа I по своим свойствам подобна рутиловым электродам. В отличие от сварки электродами, при сварке порошковой проволокой можно выполнять угловые швы с меньшим катетом. Большинство изготовителей порошковой проволоки производят высокорутиловую проволоку нескольких марок (класс Е70Т-1), варьируя содержание марганца и кремния в сердечнике. В табл. 79 приведено содержание Мп и Si в металле швов и механические свойства этих швов. Проволока типа II, содержащая окись кальция и двуокись титана в сердечнике, сравнима с низководородными электродами, которые содержат в покрытии около 8% Ti02, значительное количество флюоритового концентрата и небольшое— ка рбонатов. Эта проволока образует основной шлак, обеспечивает высокую стабильность дуги, незначительное разбрызгивание металла. Сердечник проволоки типа III содержит небольшое количество двуокиси кремния и не содержит двуокиси титана.
Проволока типа II и III применяется в основном для сварки низколегированных конструкционных и высокопрочных сталей. Она может быть использована и как самозащитная , однако пластичность швов при этом значительно снижается.
Типичный состав сердечника проволоки трех типов для сварки в углекислом газе и шлаки, образующиеся при их плавлении приведены в табл. 80.

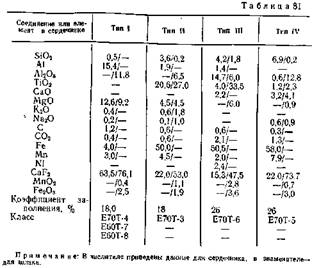
Самозащитная проволока по составу сердечника делится на четыре типа: I — флюоритно-алюминиевая , II — флюоритно-рутилован , III — флюоритно-карбонатно-рутиловая ДУ — флюоритно-карбонатная . Наиболее распространена проволока первых двух типов. Состав в весовых частях сердечников и шлаков, образующихся при плавлении самозащитной проволоки, приведен в
табл. 81.
Сварка самозащитной проволокой типа I производится на повышенном вылете (6—13 см). При плавлении образуются легкоуда-ляемые шлаки с низкой плотностью. При сварке такой проволокой выделяется большое количество дыма. Угловые швы имеют благоприятную форму. Проволока Е70Т-4 и Е60Т-8 (тип I) находит применение в машиностроении, строительстве, на монтаже, в полевых условиях, при ремонте дорожных машин и т. д. Проволока класса Е60Т-7 диаметром 2 мм и ниже используется для сварки швов в различных пространственных положениях. Ударная вязкость, особенно при низких температурах, низка.
При расплавлении проволоки типа II (класс Е70Т-3) образуются тяжелые плотные шлаки. Эта проволока предназначена для высокоскоростной автоматической сварки однопроходных угловых
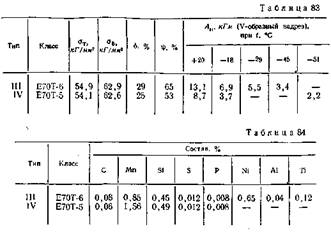
 в, скорость подачи проволоки диаметром 2,4 мм — 330—420 м1ч. Проволока флюоритно-рутилового типа рекомендуется для сварки неответственных конструкций. Химический состав и механические свойства металла шва, полученного при сварке проволокой типа I и II, приведены в табл. 82.
в, скорость подачи проволоки диаметром 2,4 мм — 330—420 м1ч. Проволока флюоритно-рутилового типа рекомендуется для сварки неответственных конструкций. Химический состав и механические свойства металла шва, полученного при сварке проволокой типа I и II, приведены в табл. 82.
При расплавлении самозащитной флюоритно-карбонатно-рути-ловой проволоки типа III (класс Е70Т-6) образуются тяжелые плотные шлаки. Механические свойства швов, выполненных ею, являются наилучшими по сравнению со свойствами других типов самозащитной проволоки.
 (рис. 135).
(рис. 135).
 . За последние годы наблюдается тенденция увеличения объемов производства самозащитной проволоки.
. За последние годы наблюдается тенденция увеличения объемов производства самозащитной проволоки.
В Японии сварка порошковой проволокой применяется в строительстве и в судостроении. Она используется также при электрошлаковой сварке и для сварки изделий из легированных сталей.
 скорость сварки 12—18 м/ч. В ниж -
скорость сварки 12—18 м/ч. В ниж -

 скорость сварки 12—15 м/ч. Ниже приведен химический состав металла, наплавленного проволокой NA-50B (в %):
скорость сварки 12—15 м/ч. Ниже приведен химический состав металла, наплавленного проволокой NA-50B (в %):

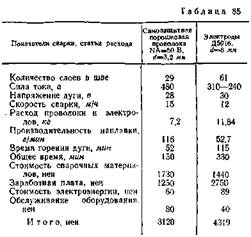
Сравнительная стоимость выполнения сварного соединения электродами и порошковой проволокой дана в табл. 85. Сварка производилась в нижнем положении; толщина металла 60 мм, угол разделки кромок 35°. По этим данным стоимость работ при сварке порошковой проволокой NA-50B в 1,4 раза ниже, чем при сварке электродами Д5016.
Фирма Кобестил , рекламируя самозащитную порошковую-проволоку OW-55 и OW-56, отмечает, что более высокая скорость сварки порошковой проволокой по сравнению с ручной позволяет получить значительный экономический эффект и компенсирует высокую стоимость порошковой проволоки.
Стоимость 1 кг металла,. наплавленного электродами и порошковой проволокой, соответственно составляет 2,54 и 2,21 доллара.
Основными производителями порошковой проволоки в Алглии являются фирмы Мюрекс , Бритиш оксиджен компани , Рок-велд и Линкольн электрик [157]. Фирма Роквелд изготавливает проволоку сложной конструкции (см. рис. 4, ж), остальные — простой трубчатой формы. В Англии отдается предпочтение порошковой проволоке для сварки в углекислом газе. Лишь одна фирма Мюрекс выпускает самозащитную проволоку. Английские специалисты предполагают, что дальнейшее развитие сварки порошковой проволокой в Англии пойдет по пути применения самозащитной проволоки.
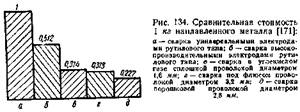
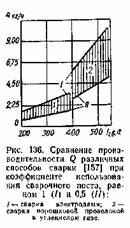
На рис. 136 приведены данные английской фирмы Роквелд о производительности сварки электродами и порошковой проволокой. Глубокое проплавление при сварке порошковой проволокой в углекислом газе, по сравнению со сваркой штучными электродами позволяет уменьшать катет угловых швов на 15—30%, что еще больше повышает производительность
Ниже приведены размеры сопоставимых катетов угловых швов.

Во Франции порошковую проволоку изготовляют по советской лицензии фирма Трефилери , а также фирма САФ. Выпускаемая фирмой Трефилери проволока Cysogaz и Cyso-1 является фирменными названиями отечественной проволоки ПП-АН4 и ПП-АНЗ. Проволока Cyso-1 допущена регистрами Англии, США, ФРГ и Франции для сварки наиболее ответственных судостроительных конструкций по классу ЗМН.
Фирма Эрликон (Швейцария) выпускает для сварки в углекислом газе бесшовную порошковую проволоку (см. рис. 4, о) с сердечником основного и рутилового типа. Отсутствие стыка в оболочке предупреждает высыпание сердечника и проникновение в него влаги, благодаря чему в металле швов содержание водорода невелико. К недостаткам бесшовной проволоки следует отнести необходимость гранулирования шихты и термической обработки проволоки. Учитывая особенности технологии изготовления, весьма трудно ввести в сердечник такой проволоки необходимое количество защитных газообразующих материалов и использовать ее без дополнительной зашиты .-
Фирма Эрликон рекламирует 14 марок порошковой проволоки диаметром от 1,2 до 3,2 мм для сварки углеродистых и легированных сталей.

В Швеции порошковую проволоку в основном выпускают фирма ЭСАБ, в Голландии — Смит и Филлипс в Бельгии — Аркос и Судокей .
В литературе имеются также многочисленные сведения о применении порошковой проволоки в Канаде, ФРГ, Австралии, Дании, Италии и других странах.
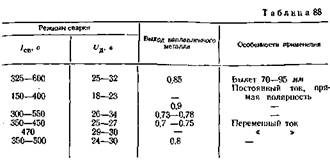
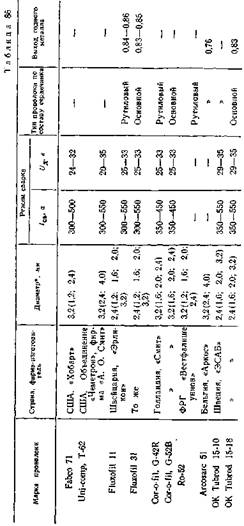
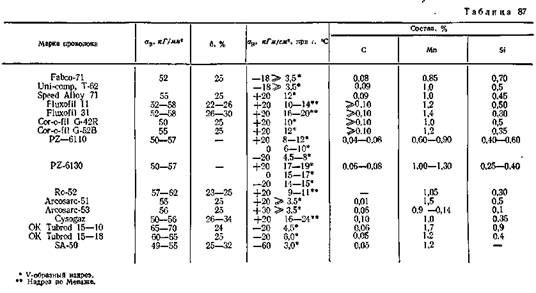
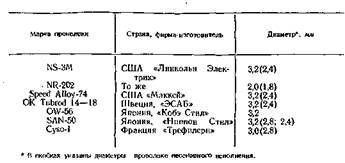
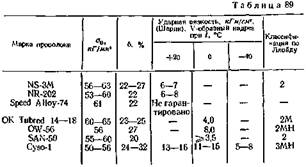
В табл. 86 и 87 дана характеристика некоторых зарубежных марок порошковой проволоки, применяющихся с дополнительной защитой углекислым газом, а в табл. 88 и 89 — характеристика самозащитных проволок.
Полуавтоматы, применяющиеся для сварки порошковой проволокой за рубежом, имеют свои отличительные особенности. Как правило, механизм подачи работает от двигателя постоянного тока и скорость подачи проволоки зависит от напряжения на дуге.
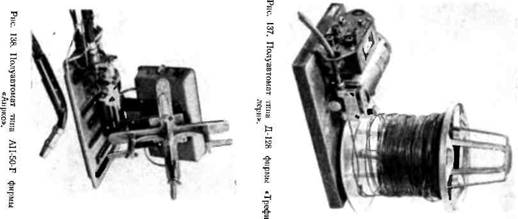
Полуавтоматы типа Д-128 французской фирмы Трефилери и типа AH-50-F американской фирмы Аирко показаны на рис. 137 и 138.
Многие фирмы выпускают полуавтоматические установки, у которых конструктивно объединены источник питания, полуавтомат, шкаф управления и узлы газовой аппаратуры. На рис. 139 показана такая установка типа А-10-550 шведской фирмы ЭСАБ. За рубежом также широко используются различные приспособления и средства малой механизации, значительно облегчающие труд оператора. На рис. 140 приведен общий вид полуавтомата, смонтированного на таком приспособлении.
В ряде зарубежных стран начали успешно применять устройства для отсоса сварочного аэрозоля, смонтированные на полуавтоматах. Газы и пыль, выделяющиеся при плавлении проволоки, отсасываются через специальную насадку на держателе, не попадая в зону дыхания сварщика. При этом вес держателя увеличен незначительно. Свойства швов даже при сварке в углекислом газе не ухудшаются, облегчается наблюдение за сварочной ванной, снижаются требования к общецеховой вентиляции.
Основной проблемой за рубежом является создание самозащитной порошковой проволоки высокого качества. Разработки ведутся как в направлении специального легирования, так и по изысканию композиции газошлакообразующей части сердечника, обеспечивающей наилучшую защиту расплавленного металла

Анализ развития сварки порошковой проволокой за рубежом показывает, что этот способ является одним из самых перспективных, а в некоторых странах уже в настоящее время является основным технологическим процессом механизированной дуговой сварки металлов.

