

Сварка металла |
Усталостные испытания
В реальных условиях эксплуатации нагрузки на некоторые детали меняются как по величине, так и по направлению, вследствие этого возникают микротрещины в металле, далее они развиваются и при относительно небольших нагрузках происходит разрушение металла (поломка детали). Коленчатые валы, шатуны, шестерни, рессоры, пружины и многие другие детали выходят из строя чаще всего по этим причинам.
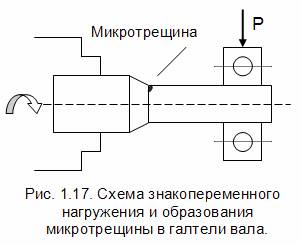
На рис. 1.17 показан консольный вал, при вращении которого на участках галтели нагрузка за один оборот будет изменяться от максимальной до нуля. В результате многократно повторяющихся циклов нагружения в самом опасном месте (галтели) сначала образуются отдельные микротрещины, далее они увеличиваются по размеру и сливаются друг с другом, образуя большего размера трещины, и при относительно небольших нагрузках (по сравнению с начальными условиями работы) происходит разрушение вала по галтели.
На рис. 1.18. показана кривая усталости. При испытаниях определяют число циклов нагружения до разрушения образца металла при различных напряжениях. Напряжение s -1 называется пределом усталости, т.е. это значение такого напряжения при котором нет усталостного разрушения.
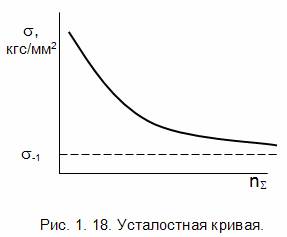
Обычно испытания не проводят до появления этого горизонтального участка, а завершают для стальных образцов при 5 ´ 106 циклов и для образцов из цветных сплавов при большем (20´ 106) числе циклов.
Пределом усталости в этом случае называют предельное напряжение при котором образец не разрушается при этом установленном количестве циклов.
Исследование структуры металлов проводят несколькими способами. Рентгеноструктурным методом исследуют внутреннее строение кристаллической решетки (фазовый состав, величину зерен и т. д). При просвечивании ультразвуком или рентгеновскими лучами определяют качество литья и сварки по наличию трещин, шлаковых включений и раковин.
Макроструктура металла (величина зерен, направление волокон в деформированных слоях металла, наличие усадочных и газовых трещин, характер излома детали) определяется невооруженным глазом или при увеличении (лупа, микроскоп) до 30 раз. Поверхность сначала шлифуют наждачной бумагой, а потом проводят глубокое травление химическими растворами.
При микроскопическом исследовании используют микроскопы с увеличением в 50 …2000 раз. Шлифы металла готовятся в виде цилиндриков (диаметром и высотой по 10… 15 мм), или в виде кубиков 10´ 10 мм. Металл шлифуют, полируют и травят в слабых растворах кислот. На поверхности металла из - за неодинаковой травимости структурных составляющих, зерен и их границ появляется микрорельеф. Создается сочетание света и тени. Более протравленная структура будет более темной в микроскопе по сравнению с менее протравленной.
Технологические испытания - это простейшие виды испытания материалов на пластичность и разрушение, на возможность ковки, гибки, сварки и др.
Так, испытанием на выдавливание определяется способность листового материала подвергаться холодной штамповке. Пуансоном (шариком) выдавливаются лунки до появления первой трещины. Глубина лунки до разрушения характеризует пластичность материала.
Испытанием на изгиб листового материала в холодном и горячем состоянии определяется его способность принимать заданную форму. Испытанием на изгиб оценивается качество сварных швов. Характеристикой прочности является угол прогиба до разрушения сварного шва. Проба на двойной кровельный замок. проводится для листового металла толщиной менее 0,8 мм. Оценивается угол загиба, число загибов и разгибов.
Пробой на перегиб (повторный загиб и разгиб) оценивается качество проволоки. Пробы на изгиб и расплющивание проводятся для труб диаметром менее 115 мм; отверстие засыпается сухим песком, далее труба гнется на 90 градусов вокруг оправки.
Испытанием на осадку в холодном состоянии проверяются материалы для изготовления болтов и заклеп.
Проба навиванием проволоки на оправку проводится для определения возможности получения заданного числа витков.

