

Сварка металла |
Ручная электродуговая сварка и наплавка.
Этим способом изготовляется большая номенклатура деталей, особенно крупногабаритных (базисных), и строительных конструкций, а также устраняются у них эксплуатационные дефекты (трещины, обломы, износы).
Качество наплавки во многом определяется материалом электрода и покрытия. Электроды разделяются на группы в зависимости от назначения и механических свойств наплавленного металла:
Электроды для сварки конструкционных сталей (УОНИ 13/55, ОМА-2,ОК-46.00, Вн-01-00, …).
Электроды для сварки высоколегированных сталей (ОЗН-350, ОЗН-300,.).
Электроды для наплавки износостойких покрытий (Т - 590, ЦН-5,…)
Электроды для сварки чугуна (МНЦ - 1, ОМИ - 1, ЦЧ – 4, ПАНЧ-11).
Электроды для сварки алюминиевых сплавов (ОЗА - 1, А - 2, Ал - 2, …).
Электроды первых трех групп чаще всего изготовляются из малоуглеродистой сварочной проволоки Св — 08, Св — 10 (цифра показывает содержание углерода в сотых долях %.).
Покрытия электродов могут быть двух видов:
1 — стабилизирующее, способствующее устойчивому горению дуги;
2 — защитное , предохраняющее расплавленный слой от кислорода и азота
воздуха и имеющее раскисляющие, легирующие и другие элементы.
Стабилизирующее покрытие состоит из веществ (калий, кальций и др.), атомы которых легко ионизируются и тем самым облегчается возбуждение и горение дуги. Сухой воздух не является проводником электрического тока, но если в нем имеются ионизированные атомы, то электрический ток проходит. Простейшую стабилизирующую обмазку электродов изготовляли из 80.. 85 частей мела и 15… 20 частей жидкого стекла. Однако это покрытие не защищает металл от воздействия воздуха; сварка выполняется, но шов получается хрупким.
Защитное покрытие является более сложным по составу и включает в себя различные вещества:
Связывающие (жидкое стекло, …);
Стабилизирующие горение дуги (сода, поташ,….);
Газообразующие (крахмал, пищевая мука, целлюлоза, уголь,…);
4. Шлакообразующие (полевой шпат, плавиковый шпат, кварц,...);
Раскисляющие и легирующие (ферромарганец, ферросилиций, ферротитан, феррохром,…)
Покрытие наносится на электрод слоем 0,5… 2,5 мм.
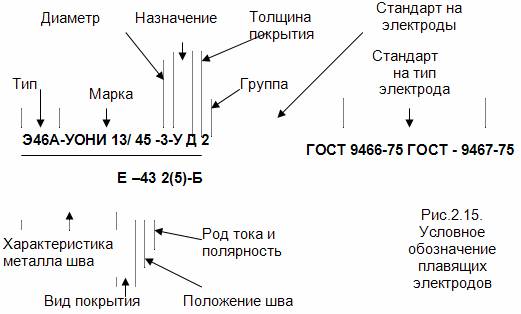
Электроды поставляются потребителям в упаковке, на которой наносится условное обозначение (рис. 2.15), включающее основные технологические сведения об электродах. Первые в мире сварочные электроды начали изготовлять в 1890 году на Пермских пушечных заводах, начальником которых был изобретатель плавящих электродов Славянов Н. Г. Высокого качества электроды (приложение 2.1.) в настоящее время изготовляются на Тюменском заводе сварочных электродов.
Источниками питания электрической дуги являются:
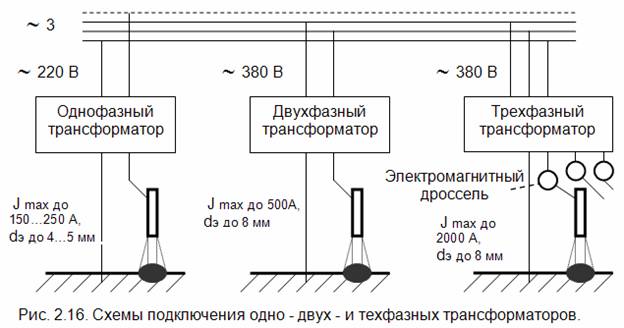
1.Сварочные трансформаторы (рис. 2.16).
Напряжение первичной обмотки 220В в однофазных трансформаторах или 380В
в двух и трехфазных трансформаторах понижается до более низкого напряжения (40…90В холостого хода). Во вторичной обмотке в несколько раз меньше витков, чем у первичной обмотки, а провод изготовляется значительно большего сечения, т.к. сварочные токи измеряются сотнями и тысячами ампер. Сила сварочного тока регулируется несколькими способами: переключением вторичных обмоток (изменение числа витков), изменением воздушного зазора между подвижным пакетом и неподвижным магнитопроводом, перемещением катушек вторичной обмотки и включением магнитного дросселя в сварочную цепь.
2.Сварочные преобразователи, представляющие собой установку, в которой ротор сварочного генератора постоянного или переменного тока приводится во вращение электродвигателем. Сила тока регулируется с помощью обмоток возбуждения.
3.Сварочные выпрямители, состоящие из понижающего одно-, двух - или трехфазного трансформатора и блока выпрямителей (диоды, селеновые, германиевые или кремниевые пластины).
4.Сварочные агрегаты, состоящие из генератора постоянного или переменного тока, приводимого в действие карбюраторным или дизельным двигателем. На некоторых передвижных установках привод выполняется от вала отбора мощности трактора или трансмиссии автомобиля.
Для упрощения зажигания и улучшения устойчивости горения дуги в некоторых случаях, например, при аргонно-дуговой сварке, используются осцилляторы, которые преобразуют переменный ток в ток высокой частоты (150… 500 кГц) и высокого напряжения (2… 6 кВ), который накладывается на основной сварочный ток. Осциллятор включается параллельно сварочному трансформатору, высокие напряжения и частота способствуют улучшению пробоя газовой среды и её ионизации.
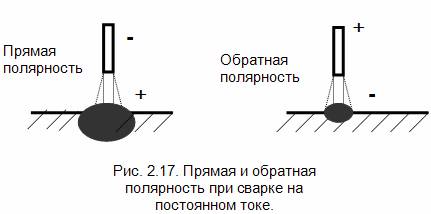
Сварка может выполнятся как на переменном, так и на постоянном токе. По возможности следует проводить сварку на переменном токе, т.к. она раза в два экономичнее сварки на постоянном токе. Следует иметь ввиду, что температура дуги выше на аноде, чем на катоде. Поэтому при необходимости глубокого проплавления металла применяют прямую полярность: плюс (анод) на деталь, а минус (катод) на электрод (рис. 2.17.). Для уменьшения перегрева детали применяют обратную полярность: минус присоединяют к деталям, а плюс на электрод.
Для повышения производительности ручной дуговой сварки применяют ряд способов:
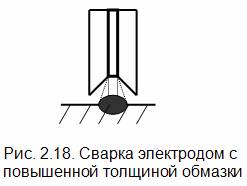
Сварка с глубоким проплавлением (рис 2.18). Используется электрод ОЗС с повышенной толщиной покрытия, у которого расплавление обмазки несколько отстает от расплавления электрода, поэтому дуга плавится как бы внутри чехла. Действие дуги концентрируется и меньше потерь тепла, поэтому глубина проплавления увеличивается.
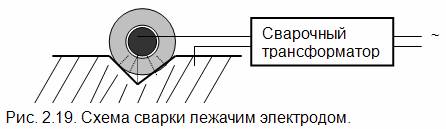
Сварка лежачим электродом (рис. 2.19). Электрод с повышенной толщиной обмазки укладывается в разделку шва, возбуждают дугу, которая горит и по мере расплавления электрода перемещается по его длине.
3. Сварка пучком электродов. Берется несколько электродов, сваривают концы, при сварке получается дуга, плавающая по электродам.
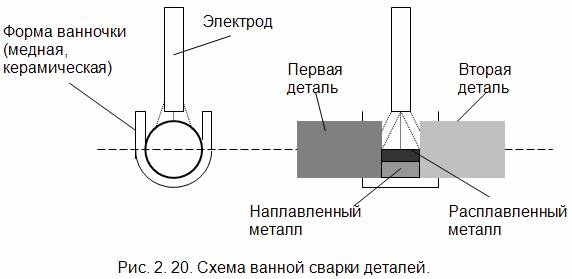
4. Сварка ванным способом (рис. 2.20). В месте соединения арматурных и других стержней делают ванночку из стальной или медной ленты, либо используют керамическую разъемную форму. Между стыками стержней оставляют зазор около 1,5 диаметра электрода с покрытием; при горении дуги в этом пространстве образуется ванна жидкого металла. Для того, чтобы ванна не успевала остыть, берут толстые электроды или пучок электродов, используют повышенный ток и без задержек меняют электроды.
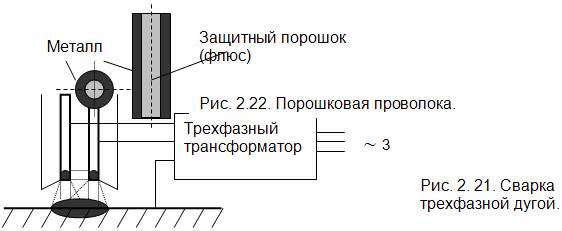
5. Сварка трехфазной дугой (рис. 2.21). Используется специальный электрод, состоящий из двух электрически изолированных между собой стержней и покрытых общей обмазкой. К каждому стержню подводится по фазе, а третья — к детали.
6. Сварка порошковой проволокой (рис. 2.22). Наружная оболочка является проводником электрического тока, защитным устройством для сердечника.
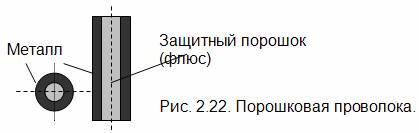
Защитное покрытие находится внутри электрода. Очень эффективно использовать порошковую проволоку для сварки в среде углекислого газа. Это позволяет применять более высокие плотности тока, уменьшается разбрызгивание металла, улучшаются механические свойства. Сварка порошковой проволокой весьма удобна, т.к. упрощается конструкция сварочного оборудования.
Для сварки и наплавки конструкционных сталей применяются следующие типы электродов:
для низколегированных сталей -Э -34, Э-38,Э - 42,Э - 42А,Э - 46,Э - 46А;
для среднеуглеродистых и низколегированных сталей-Э-50,Э - 50А,Э - 55;
для легированных сталей повышенной прочности - Э-60,Э - 60А,Э - 70,Э - 85, Э-100,Э - 125,Э - 145,Э-150.
Цифра в обозначении типов электродов показывает значение предела прочности разрыву (s в) в кГс / мм2, а индекс А в конце обозначения -п овышенную пластичность материала сварного шва.
Каждому типу электродов может соответствовать несколько марок. Например, к типу Э-42А относится электроды марок УОНИ-13/45, ОЗС-2, СМ-11 и др., а к типу Э-46 — электроды АНО-3, АНО-4 и др.
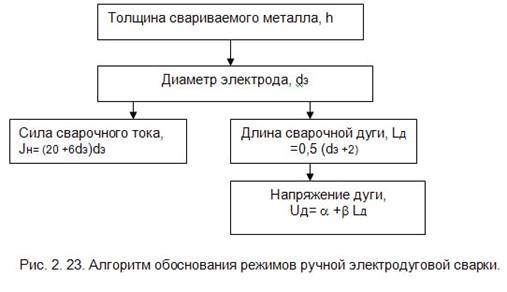
Расчет режимов ручной электродуговой сварки проводится в соответствии с алгоритмом (рис. 2.23).
Сначала выбирается по таблице диаметр электрода d э в зависимости от толщины h свариваемого металла.

Потом определяется сила сварочного тока по формуле:
J н= (20 +6dэ)dэ,
а далее находится длина сварочной дуги:
L д =0,5 (dэ +2), ММ
и по ней определяется напряжение дуги:
U д= a +b Lд, В
U д= a +b Lд, В.

