

Сварка металла |
Общие вопросы сварки.
Сваркой называется процесс получения неразъемного соединения деталей местным сплавлением или пластической деформацией. Наплавка — это разновидность сварки, заключающаяся в том, что на поверхность детали наносят слой металла, предназначенный для восстановления размеров изношенной детали или для повышен ия её и зносостойкости.
При восстановлении деталей сваркой и наплавкой можно получать долговечность их сопоставимой или даже более высокой с долговечностью новых деталей, использовать механизацию и автоматизацию процессов.
Сварка происходит при молекулярном или атомном взаимодействии металлов (рис. 2.1), для чего необходимо расплавление или пластическая деформация деталей. Расплавление металла происходит при температурах выше Тпл. При сварке плавлением расплавленный металл образует сварочную ванну,, при кристаллизации которой происходит соединение поверхностей.
При пластическом деформировании как предварительно нагретых так и холодных металлов разрушаются окисные пленки и поверхности сближаются до расстояний возникновения межатомных связей и поэтому происходит прочное соединение деталей. Из рис . 2.1. видно, что при увеличении температуры нагрева металла требуется меньшие усилия для сварки давлением.
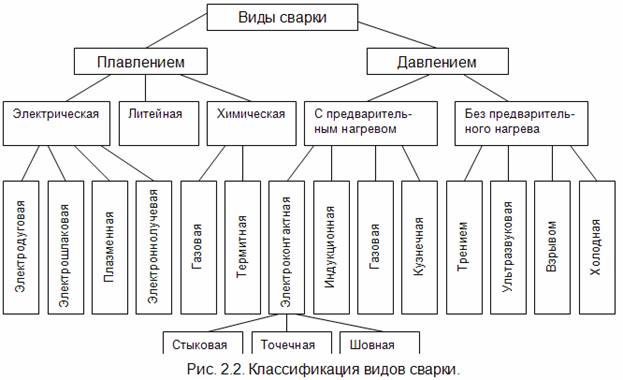
В настоящее время известны сотни и сотни различных способов сварки в зависимости от вида энергии, особенностей технологического процесса, защиты от воздуха и др. Самая приближенная классификация видов сварки представлена на рис 2.2. Расплавление металла происходит за счет энергии дуги при электродуговой сварке и электрического тока, проходящего через расплавленный флюс при электрошлаковой сварке, бомбардировки в вакууме свариваемых поверхностей электронами, энергии от горения газов при газовой сварке, энергии от горения порошковой смеси при термитной сварке и расплавлением кромок деталей перегретым расплавленным присадочным металлом при литейной сварке.
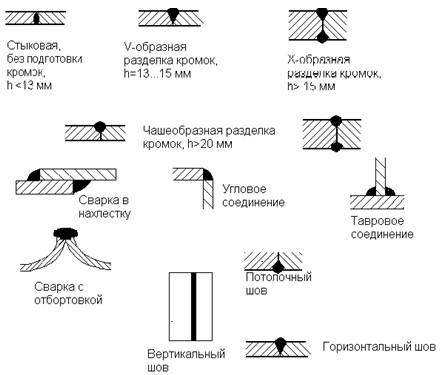
Виды сварных соединений различаются по взаимному положению деталей и по форме разделки сварного шва, а так же по положению сварного шва в пространстве (рис. 2.3).
Рис. 2.3. Виды сварных соединений (h-толщина свариваемых деталей).

