

Сварка, резка и пайка металлов |
Холодная дуговая сварка чугуна
Холодная сварка отличается отсутствием предварительного подогрева изделия. Всё изделие, за исключением зоны, прилегающей к сварочной ванне, остаётся прак-тически холодным на всём протяжении процесса сварки. Наиболее распространена холодная сварка чугуна стальными электродами с тонкой стабилизирующей обмазкой. Электродная проволока рекомендуется с наименьшим содержанием углерода, не свыше 0,10%, марки Св-1 по ГОСТ 2246-51. Сварка ведётся электродами небольших диаметров — обычно 3 или 4 мм на пониженных токах 80—120 а. Металл наплавляется узкими короткими валиками, отдельными участками, распределёнными по поверхности сварки, с тем, чтобы избежать сколько-нибудь значительного разогрева изделия.
На фиг. 191 схематически показано строение зоны наплавки валика на чугун стальным электродом по холодному способу, в поперечном разрезе. Наплавленный металл валика 1 представляет собой высокоуглеродистую сталь с содержанием углерода 0,7—0,9%, со значительным содержанием марганца, кремния, а часто и с повышенным содержанием серы, фосфора и других загрязнений, перешедших из чугуна. Наплавленный металл образован сплавле-нием основного металла — чугуна — с малоуглеродистой сталью электрода. По окончании сварки вследствие быстрого охлаждения наплавленный металл обычно находится в закалённом состоянии и обладает высокой твёрдостью. К валику наплавленного металла прилегает полоска 2 отбеленного чугуна шириной около 1 мм, Зона отбеленного чугуна обладает высокой твёрдостью, хрупкостью и практически не может быть смягчена даже высокотемпературным отпуском.

Устранение этой зоны может быть достигнуто лишь трудно выполнимым продолжительным отжигом при высоких температурах.
К зоне отбеленного чугуна прилегает более широкая зона 3 закаленного чугуна, в которой металл нагревается в процессе сварки выше точки начала аустенитного превращения и затем закаливается ввиду наступающего быстрого охлаждения. Эффект закалки зависит от состава металлической основы чугуна и скорости охлаждения. Твёрдость зоны закалки, как и наплавленного валика, может быть уменьшена отпуском или низкотемпературным отжигом.
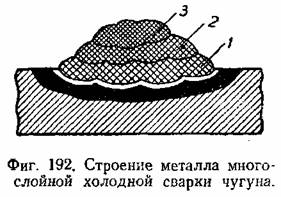
На фиг. 192 показана схема строения 3-слойной наплавки чугуна малоуглеродистым стальным электродом холодным способом. Первый слой имеет рассмотренные выше состав и структуры. Второй слой имеет умеренное содержание углерода 0,3—0,4%. Третий слой представляет собой обычный малоуглеродистый наплавленный металл; влияние основного металла на третьем слое практически не сказывается.
Хрупкость наплавленного металла, переходных зон, а также и основного металла ведёт к весьма частому образованию сети микро-и макротрещин при холодной сварке чугуна стальными электродами.
Крупным недостатком холодной сварки чугуна стальными электродами является чрезмерная хрупкость и твёрдость переходных зон. Хрупкость уменьшает надёжность сварки и может привести к её разрушению, s особенности при ударной или переменной нагрузке. Высокая твёрдость вызывает большие затруднения при механической обработке заваренных мест, а на обработанных поверхностях вызывает неравномерный износ металла в работе.
Таким образом, холодная сварка стальными электродами не гарантирует полностью ни плотности, ни прочности соединения чугуна, однако, несмотря на это, благодаря простоте и дешевизне способа, холодная сварка широко распространена а промышленности .
Холодная сварка производится простыми в изготовлении и дешёвыми стальными электродами с тонкой обмазкой. Процесс сварки весьма прост и не требует особой подготовки, кроме обычной разделки кромок. Сварка может быть выполнена в любом пространственном положении. Нагрев незначителен и не повреждает изделия: сохраняется даже краска на поверхности изделия на расстоянии 1—2 см от места сварки, на электрических машинах не снимаются обмотки, из подшипников не выпускается масло и т. д. Поломанная чугунная деталь машины может быть восстановлена за два-три часа.
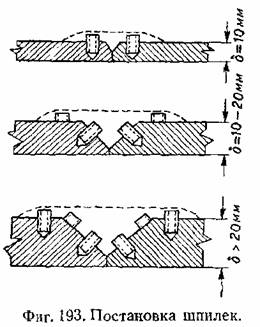
Недостатки холодной сварки ослабляются различными методами. Для повышения надёжности и плотности холодной сварки чугуна иногда применяют постановку шпилек или шурупов перед сваркой. Кромки изделия (фиг. 193) засверливают ; отверстия нарезают и в них завёртывают стальные шпильки или шурупы, выступающий конец которых срезается на расстоянии 3—4 мм от поверхности чугуна,
По окончании постановки шпилек приступают к сварке. Сначала обваривают кольцеобразно головки шпилек, затем заполняют пространство между ними, покрывая всю поверхность кромок наплавленным металлом, затем заполняют остальной объём разделки шва. Шпильки обеспечивают некоторый минимум прочности сварного соединения, кроме того, они придают соединению известную эластичность, уменьшающую возможность образования трещин.
Для уменьшения твёрдости наплавки и переходных зон при холодной сварке чугуна с успехом применяют никелевые электроды. Эти электроды имеют стержень из различных никелевых сплавов; обычно применяется сплав никеля с медью, так называемый монель-металл , содержащий около 70% никеля, 28% меди и небольшие количества железа и марганца. Наплавленный никелевым электродом валик имеет малую твёрдость, так как никель не образует соединений с углеродом, отбеленная зона чугуна отсутствует или слабо выражена. Закалённая зона чугуна остаётся, но она обычно имеет не очень высокую твёрдость, которая легко может быть снижена отпуском или небольшим подогревом перед сваркой. Таким образом, место сварки никелевыми электродами легко поддаётся механической обработке.
Недостатком никелевых электродов является их высокая стоимость и дефицитность, а также низкая прочность наплавленного металла. Во время войны в Советском Союзе были предложены оригинальные медные электроды, заменяющие никелевые, но более дешёвые и менее дефицитные. Медный электрод представляет собой кусок медной проволоки диаметром 3—4 мм, обвёрнутый полоской лужёной или чёрной жести, образующей наружную трубку на медном стержне. После нанесения жестяной оболочки электрод покрывается стабилизирующей обмазкой.
Взаимная растворимость железа и меди весьма ограничена, поэтому металл, наплавленный медным электродом, представляет собой медь, насыщенную железом, в которую вкраплены многочисленные включения стали, насыщенной медью, закалённой и обладающей высокой твёрдостью. Размеры включений различны — от микроскопических до довольно крупных и целых прослоек. Отбеленная зона не является сплошной и расположена отдельными участками по границе расплавления. Медные электроды показали положительные результаты при сварке чугуна и прочно вошли в практику.
Делались неоднократные попытки разработать метод сварки чугуна стальными или чугунными электродами с толстой качественной обмазкой без применения предварительного подогрева изделия. Предполагается, что значительное количество шлака от расплавления обмазки замедлит охлаждение зоны сварки и устранит процесс отбеливания. Образованию серого чугуна будут способствовать также различные легирующие присадки, например кремний или алюминий, которые могут быть введены в ванну через качественную обмазку. Результаты опытов в этом направлении не получаются устойчивыми. Успех во многом зависит от состава чугуна изделия, его размеров, толщины металла, объёма наплавки и других факторов, трудно поддающихся предварительному учёту. Лучшие и более однородные результаты можно получить, объединяя применение электродов с толстой обмазкой и подогрев изделия до температур 200—400° с замедленным последующим охлаждением заваренного изделия. Для замедления охлаждения изделие засыпается золой, сухим песком, накрывается асбестовыми листами и т. п.

