Сварка, резка и пайка металлов |
Сварочные трансформаторы
Современные заводы, как правило, снабжаются переменным трёхфазным током. Поэтому представляется естественным производить сварку непосредственно переменным током, не преобразуя его предварительно в постоянный ток. Против переменного тока в дуге выдвигались следующие основные возражения: мгновенные значения переменного тока периодически проходят через нуль 100 раз в секунду, поэтому дуга переменного тока будет недостаточно устойчива. В дуге постоянного тока можно менять распределение тепла, меняя полярность; при переменном токе эта возможность теряется.
Многолетний опыт показал, что при современных электродах с хорошей обмазкой устойчивость дуги вполне достаточна как при постоянном, так и при переменном токах. Разница в устойчивости дуги для постоянного и переменного токов становится почти неощутимой и возможный некоторый недостаток устойчивости дуги переменного тока может быть всегда скомпенсирован, например, за счёт некоторого повышения напряжения холостого хода сварочного трансформатора. Что касается распределения тепла между электродами, то опыт показывает, что для большинства случаев распределение тепла в сварочной дуге переменного тока вполне удовлетворяет требованиям сварочной техники и даёт возможность получить безупречные результаты сварки.
В свою очередь, переменный ток имеет некоторые специфические преимущества перед постоянным током, например, можно отметить практически полное отсутствие магнитного дутья при сварке на переменном токе, в то время как при постоянном токе магнитное дутьё часто заметно мешает работе.
Сварочные трансформаторы просты по устройству, дёшевы, почти не требуют обслуживания и занимают малые площади. Они портативны, обладают малыми размерами и весом, имеют высокий к, п. д., а отсюда и незначительный расход электроэнергии, почти в два раза меньший по сравнению с агрегатами постоянного тока. К. п. д. сварочных трансформаторов достигает 80—85%, расход электроэнергии равен 3,5—4,25 квт-час на 1 кг наплавленного металла.
Для получения необходимой падающей характеристики на электродах дуги, необходимо включить последовательно с дугой в сварочную цепь достаточное сопротивление. По экономическим соображениям это сопротивление должно быть по возможности чисто индуктивным с минимальной активной составляющей. Таким образом, задача получения необходимой падающей характеристики сводится к увеличению индуктивного сопротивления в цепи трансформатора. Лучшие результаты получаются при увеличении индуктивности вторичной цепи трансформатора, что и применяется на практике.
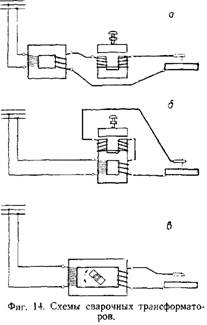
Увеличение индуктивности вторичной цепи трансформатора может быть получено включением последовательно с дутой индуктивного сопротивления дроссельной катушки, конструктивно отдельной от трансформатора. В разновидности системы дроссельная катушка может быть объединена конструктивно в одно целое с трансформатором. - Соответствующим конструированием трансформатора индуктивность вторичной цепи трансформатора может быть настолько повышена, что необходимость в отдельной дроссельной катушке отпадает, и необходимая падающая характеристика получается за счёт индуктивности самого трансформатора. Таким образом, получается три следующие основные системы сварочных трансформаторов:
с отдельной дроссельной катушкой во вторичной цепи;
с дроссельной катушкой во вторичной цепи, конструктивно объединённой в одно целое с трансформатором;
с увеличенной индуктивностью без дроссельной катушки. Все эти три вида трансформаторов, принципиальные схемы которых изображены на фиг. J4, находят практическое применение в нашей промышленности. Видоизменения основных схем и объединение элементов отдельных схем образуют громадное количество возможных систем и конструкций сварочных трансформаторов.
Сварочные трансформаторы изготовляются обычно однофазными, сухими, с естественным воздушным охлаждением. Примером трансформатора с отдельной дроссельной катушкой могут служить трансформаторы типа СТЭ, выпускаемые нашей промышленностью.
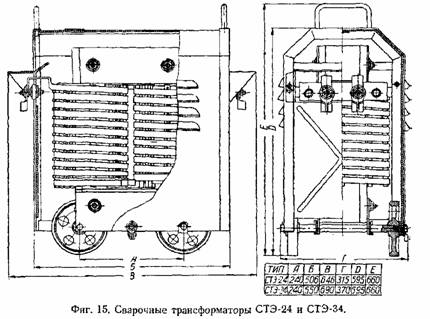
На фиг. 15 показаны такие трансформаторы изготовления завода Электрик. Комплектный сварочный аппарат состоит из трансформатора СТЭ и дроссельной катушки или регулятора РСТЭ, включаемого во вторичную цепь последовательно с дугой. Магнитопровод дроссельной катушки сделан разъёмным. Устройство регулятора схематически показано на фиг. 16, а конструктивное выполнение с габаритными размерами — на фиг. 17.
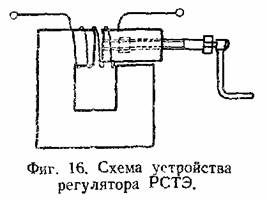
Подвижной сердечник магиитолровода может перемещаться вращением рукоятки регулятора. Перемещение подвижного сердечника меняет воздушный зазор магнитопровода и тем самым индуктивное сопротивление дросселя, а следовательно, и сварочный ток, так как меняется характеристика, отнесённая к электродам дуги. Величина воздушного зазора и приблизительная величина сварочного тока показывается указателем, скреплённым с подвижной частью магнитопро-вода , на шкале, укреплённой сбоку кожуха дросселя. Сварочный ток изменяется в том же направлении, что и воздушный зазор магнитопровода дроссельной катушки. В первом приближении можно принять, что сварочный ток изменяется прямо пропорционально величине воздушного зазора.
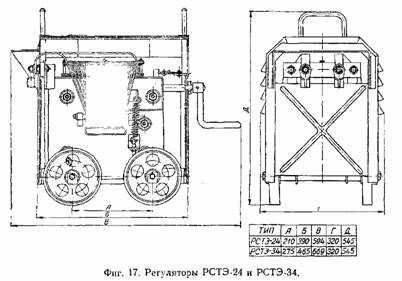
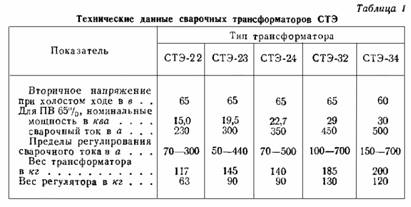
Трансформаторы СТЭ выпускаются нескольких типов, отличающихся лишь мощностью. Основные технические данные этих трансформаторов приведены в табл. 1. Небольшие вес и габаритные размеры делают сварочные трансформаторы весьма портативными. Для удобства перемещения трансформатор и дроссель поставлены на ролики и снабжены ручками.
Вторичное напряжение трансформаторов для ручной дуговой сварки с отдельной дроссельной катушкой, выпускаемых нашей -промышленностью, принято 60—65 в. Повышение вторичного напряжения сварочного трансформатора облегчает зажигание дуги и повышает её устойчивость. С другой стороны, увеличение вторичного напряжения повышает размеры, вес и стоимость трансформатора и дроссельной катушки и увеличивает опасность поражения сварщика током. Уменьшение напряжения приводит к уменьшению размеров, веса и стоимости оборудования и снижает опасность поражения током, но вместе с тем ухудшает зажигание дуги и делает её менее устойчивой. Напряжение 60—65 в, выбранное на основании многолетней практики, является приемлемым для большинства случаев.
Дуговая сварка, в особенности ручная, создаёт прерывистую нагрузку для источника тока; за горением дуги следуют перерывы на смену электродов, зачистку швов и т. д. Режимом нагрузки определяется максимальный ток, который может быть получен без перегрева обмоток источника. Режим определяется коэффициентом ПВ — повторной работы, представляющим собой отношение рабочего периода к продолжительности полного цикла работы, которая не должна превышать 5 мин. ПВ 100% означает горение дуги без перерывов. ПВ 60% показывает, что в 5-минутном цикле дуга торит 3 мин., а перерывы в горении занимают 2 мин. Чем меньше ПВ, тем больше максимальная допустимая сила тока.
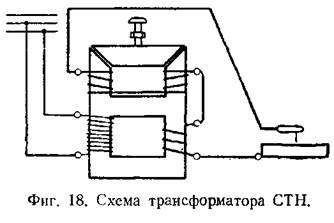
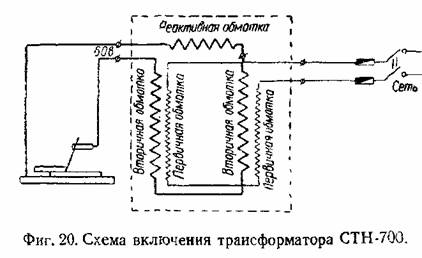
Примером сварочных трансформаторов, конструктивно объединённых в одно целое с дроссельной катушкой, могут служить трансформаторы СТН, предложенные академиком В. П. Никитиным ещё в 1925 г. и получившие широкое распространение после войны, когда в них был внесён ряд конструктивных изменений и улучшений. Первоначальная схема трансформатора СТН показана на фиг. 18.
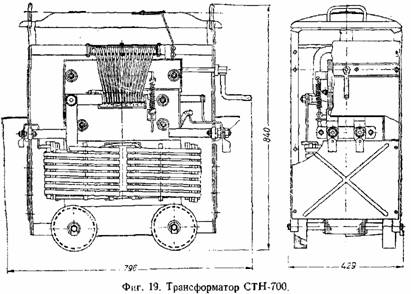
На фиг. 19 показан трансформатор типа СТН-700 в современном исполнении завода Электрик, а на фиг. 20 приведена его электрическая схема. Трансформатор имеет вторичное напряжение холостого хода 60 в. Сварочный ток может регулироваться в пределах от 200 до 900 а. Максимально допустимый сварочный ток 540 а при ПВ 100% и 700 а для ПВ 60%. Вес трансформатора 380 кг. Регулирование сварочного тока производится перемещением подвижного сердечника в дроссельной обмотке посредством рукоятки, аналогично трансформаторам СТЭ.
В настоящее время разработана целая серия трансформаторов СТН на максимальные токи от 500 до 2000 а для ручной и автоматической сваркой. Мощные трансформаторы для автоматической сварки имеют электромоторный привод перемещения сердечника.
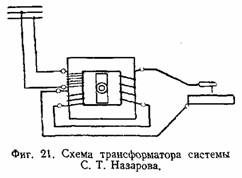
Управление электромотором может быть сделано дистанционным и вынесено к месту сварки на значительное расстояние от трансформатора. Наиболее совершенными и экономичными однопостовыми сварочными трансформаторами являются трансформаторы без дроссельной катушки с увеличенным внутренним магнитным рассеянием. Примером могут служить сварочные трансформа торы, впервые разработанные С. Т. Назаровым.
Повышенное индуктивное сопротивление в цепи трансформатора достигается введением пакета рассеяния, набранного из листового железа, между первичной и вторичной обмотками трансформатора, расположенными на различных стержнях. Передвижение пакета производится плавно с помощью червячного винта с приводным маховичком и позволяет регулировать сварочный ток в широких пределах с большой точностью. Отсутствие дроссельной катушки обеспечивает минимальные размеры и вес трансформатора и даёт значительную экономию в расходе материалов, железа и меди на изготовление трансформатора.
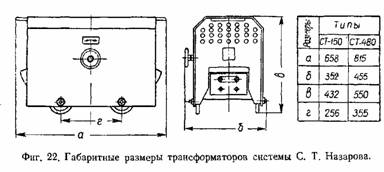
Схема устройства трансформатора показана на фиг. 21. Трансформатор изготовляется двух типов, габаритные размеры которых даны на фиг. 22. Меньший тип СТ-150 или Комсомолец имеет максимально допустимый сварочный ток 150 а при ПВ 60%, больший тип СТ-480—480 а при ПВ 60%. Трансформаторы изготовляются заводами промкооперации. В дальнейшем эти трансформаторы при участии автора их были конструктивно доработаны и усовершенствованы секцией электросварки Академии наук СССР под руководством акад. В. П. Никитина и выпускаются заводами промышленности, как тип СТАН.
![]() . Этот недостаток вызывается самым принципом устройства сварочного трансформатора, в котором падающая характеристика создаётся высокой индуктивностью цепи. Для надёжного зажигания дуги вторичное напряжение сварочных трансформаторов берётся не менее 60—65 в, а напряжение сварочной дуги обычно не превышает 20—30 в.
. Этот недостаток вызывается самым принципом устройства сварочного трансформатора, в котором падающая характеристика создаётся высокой индуктивностью цепи. Для надёжного зажигания дуги вторичное напряжение сварочных трансформаторов берётся не менее 60—65 в, а напряжение сварочной дуги обычно не превышает 20—30 в.
![]() =0,4—0,5.
=0,4—0,5.
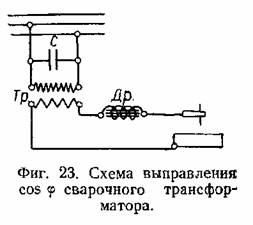
Столь низкий коэффициент мощности весьма нежелателен для электростанций, производящих электроэнергию. Нормальным значением считается cos 9 = 0,8. За снижение cos у против нормы потребители электроэнергии штрафуются.
![]() , для чего удобнее всего параллельно к зажимам первичной обмотки каждого отдельного сварочного трансформатора присоединять конденсатор (фиг. 23). Для каждого трансформатора при ручной сварке обычно достаточен конденсатор ёмкостью около 100 мкф , который может быть встроен в кожух трансформатора.
, для чего удобнее всего параллельно к зажимам первичной обмотки каждого отдельного сварочного трансформатора присоединять конденсатор (фиг. 23). Для каждого трансформатора при ручной сварке обычно достаточен конденсатор ёмкостью около 100 мкф , который может быть встроен в кожух трансформатора.