

Сварка, резка и пайка металлов |
Автоматическая сварка под флюсом
Создание автоматической дуговой сварки под флюсом является крупнейшим достижением современной сварочной техники. Первоначальная идея способа сварки под флюсом была дана изобретателем способа дуговой электросварки Н. Г. Славяновым ещё в конце прошлого столетия. Около 1890 г. он рекомендовал производить автоматическую дуговую сварку под слоем флюса, в качестве которого он применял дробленое оконное стекло. В 1927 г. советский изобретатель Д. А. Дульчевский предложил способ автоматической дуговой сварки под флюсом в его современном виде и в 1929 г. получил на него авторское свидетельство. Создание промышленного способа автоматической сварки под флюсом и внедрение его в производство в нашей стране неразрывно связано с именем Героя Социалистического Труда академика Е. О. Патона. Им лично и руководимым им коллективом сотрудников Института электросварки Академии наук Украинской ССР проделана огромная работа по изучению, развитию и промышленному внедрению автоматической сварки под флюсом. В результате многолетней упорной работы коллектива Института создана технология сварки под флюсом, разработаны составы и методы производства флюсов, созданы оригинальные конструкции автоматов, в результате чего наша страна далеко опередила другие страны в разработке и освоении этого важнейшего технологического процесса и в этой области занимает сейчас ведущее положение в мировой технике. В развитии способа автоматической сварки под флюсом деятельное участие принимали и принимают коллективы многих заводов, исследовательских институтов и лабораторий нашей страны. Развитие автоматической сварки под флюсом изменило представление о масштабах и возможностях автоматизации процесса дуговой сварки. В ряде производств в настоящее время автоматическая сварка почти полностью вытеснила ручную сварку.
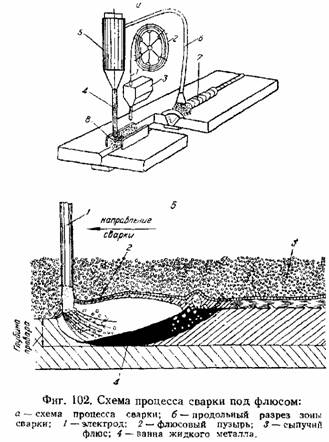
При сварке под флюсом сварочная дуга между концом электрода и изделием горит под слоем сыпучего вещества, называемого флюсом. На фиг. 102 схематически показан процесс сварки под флюсом. Голая электродная проволока 1 с катушки 2 подаётся в зону дуги автоматом 3. Впереди автомата из бункера 5 по трубке 4 на изделие подаётся флюс 8, не использованный при сварке остаток которого пневматически отсасывается обратно в бункер по трубке 6. Расплавленная и затвердевшая часть флюса образует на шве толстую шлаковую корку 7. На фиг. 102,6 схематически изображён продольный разрез зоны сварки под флюсом. Флюс насыпается слоем толщиной 50—60 мм, дуга утоплена в массе флюса и горит в жидкой среде расплавленного флюса, в газовом пузыре, образуемом газами и парами, непрерывно создаваемыми дугой. При среднем насыпном весе флюса около 1,5 г/см3 статическое давление слоя флюса на жидкий металл составляет 7—9 г/см2. Этого незначительного давления, как показывает опыт, достаточно, чтобы устранить нежелательные механические воздействия дуги на ванну жидкого металла, разбрызгивание жидкого металла и нарушение формирования шва даже при очень больших токах.
В то время как при открытой дуге механическое воздействие дуги на ванну жидкого металла делает практически невозможной сварку при силах тока выше 400—500 а вследствие разбрызгивания металла и нарушения правильного формирования шва, погружение дуги во флюс дало возможность в среднем увеличить применяемые токи до 1000—2000 а и максимально до 3000—4000 а.
Таким образом, появилась возможность повысить сварочный ток в 6—8 раз по сравнению с открытой дугой, сохраняя высокое качество сварки и отличное формирование шва. Производительность сварки при этом растёт значительно быстрее увеличения тока, меняется самый характер образования шва.
Маломощная открытая дуга лишь незначительно расплавляет кромки шва, который образуется главным образом за счёт расплавленного электродного металла, заполняющего разделку кромок. Мощная закрытая дуга под флюсом глубоко расплавляет основной металл, позволяет уменьшить разделку кромок под сварку, а часто и совсем обойтись без разделки. Снижается доля участия электродного металла в образовании шва, в среднем наплавленный металл образуется на 2/з за счёт расплавления основного металла и лишь на 7з за счёт электродного металла. Производительность сварки, определяемая числом метров шва за час горения дуги для сварки под флюсом, значительно выше, чем для открытой дуги при одинаковых сварочных токах. Таким образом, при сварке под флюсом производительность возрастает как за счёт увеличения сварочного тока, так и за счёт лучшего его использования. Наблюдается повышение производительности, отнесённое ко времени горения дуги, до 10—20 раз, против сварки открытой дугой.
Возможность резкого увеличения силы сварочного тока составляет главное, неоценимое преимущество сварки под флюсом. Заключение дуги в газовый пузырь со стенками из жидкого флюса практически сводит к нулю потери металла на угар и разбрызгивание, суммарная величина которых не превышает 2% от веса расплавленного электродного металла. Сварные швы получаются равномерного и очень высокого качества. Отсутствие потерь на угар и разбрызгивание и уменьшение доли электродного металла в образовании шва даёт весьма значительную экономию в расходе электродной проволоки. Лучшее использование тока даёт заметную экономию расхода электроэнергии, кроме того, не требуется защиты глаз работающих, так как дуга горит невидимо под толстым слоем флюса. Уменьшается необходимость в специальной вентиляции помещения, так как обычные флюсы дают незначительное выделение газов и почти не образуют дыма.
Флюс должен обеспечить: 1) хорошее формирование шва; 2) совместно с электродной проволокой надлежащий химический состав, структуру и механические свойства наплавленного металла; 3) отсутствие пор и трещин в наплавленном металле; 4) минимальную чувствительность к загрязнениям поверхности основного металла, особенно к ржавчине, что является до сих пор слабым местом автоматической сварки под флюсом; часто небольшие количества ржавчины, трудно устранимые в производственных условиях, вызывают образование недопустимой пористости наплавленного металла; 5) минимальную чувствительность к отклонениям химического состава основного металла, особенно к несколько увеличенному содержанию серы, фосфора и углерода, допускаемому стандартами по верхнему пределу; 6) минимальное содержание вредных примесей, в особенности фосфора и серы, загрязняющих наплавленный металл; 7) достаточную устойчивость горения дуги; 8) лёгкую отделяемость шлаковой корки со шва по окончании сварки; 9) минимальное выделение вредных газов, особенно опасными из которых являются соединения фтора, могущие отравлять работающих при недостаточной вентиляции воздуха при сварке внутри котлов, резервуаров и т. п.; 10) минимальную гигроскопичность, так как предварительно не подсушенный, не прокаленный отсыревший флюс не пригоден к работе из-за образования пор в наплавленном металле; 11) достаточную механическую прочность зёрен, допускающую повторную уборку и засыпку в шов без заметного дробления зёрен и образования пыли, мало пригодной для сварки.
Существующие флюсы могут быть разделены на неплавленые и плавленые, а по химическому составу на кислые и основные. По содержанию соединений марганца флюсы разделяются на безмарганцовистые , среднемарганцовистые и высокомарганцовистые.
В настоящее время наша промышленность применяет почти исключительно плавленые флюсы слабо кислого характера, на основе двуокиси кремния Si02. Из неплавленых флюсов в нашей стране во время войны широкое применение нашёл флюс АШ, который представляет собой обогащенный закисью марганца древес-но-угольный доменный шлак, выплавлявшийся Ашинским заводом на Урале, дроблённый и просеянный, к которому часто механически примешивались различные порошкообразные добавки для улучшения результатов сварки. Этот флюс давал удовлетворительные результаты при сварке некоторых легированных сталей, например кремнемарганцевой, а также и малоуглеродистой стали при сварке её специальной кремнемарганцевой электродной проволокой.
При сварке малоуглеродистой стали электродной малоуглеродистой проволокой флюс АШ даёт неудовлетворительные результаты, так как шов получается пористым и плохо сформированным. Для возможности сварки малоуглеродистой стали малоуглеродистой проволокой во время войны практиковалось добавление к флюсу АШ от 3 до 5% ферромарганца и до 10% плавикового шпата. В настоящее время флюс АШ почти не применяется.

