

Сварка, резка и пайка металлов |
Автоматическая сварка открытой дугой
При автоматической сварке открытой дугой пользуются сварочными токами, превышающими токи при ручной сварке на 30—50% соответственно чему производительность сварки возрастает в 1,5—2 раза по сравнению с ручной.
Первоначально сварка велась на постоянном токе голой электродной проволокой. В настоящее время эта сварка производится почти исключительно на переменном токе, что требует применения электродных обмазок, обеспечивающих устойчивость горения дуги.
Использование тонких ионизирующих обмазок при автоматической сварке не представляет особенно больших затруднений.
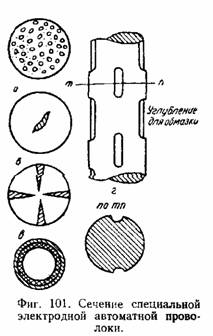
На фиг. 101 показаны сечения специальной электродной проволоки для автоматической сварки открытой дугой. В варианте а металл проволоки при выплавке искусственно засорён неметаллическими включениями, которые и играют роль ионизатора, повышая устойчивость дуги. Представленная во втором варианте б проволока
с фитилём, в которой обмазка вводится в слиток при выплавке стали, даёт при прокатке и протяжке сердцевину проволоки,заполненную ионизирующей обмазкой. В третьем варианте в проволока снабжена.кресто-образно расположенными продольными надрезами, в которых помещается обмазка. Представленная в четвёртом варианте электродная проволока имеет оболочку из тонкой полосовой стали поверх тонкого слоя обмазки. При отсутствии специальной проволоки можно повысить устойчивость дуги, обмакнув бухту проволоки в водный раствор поташа. Такое покрытие засоряет механизм автомата и вызывает быстрое ржавление проволоки, которую поэтому рекомендуется обмакивать в поташ непосредственно перед сваркой.
Сварка электродной проволокой с тонкой обмазкой даёт довольно низкие показатели механических свойств наплавленного металла и сварного соединения. Эти показатели аналогичны показателям при ручной сварке электродами с тонкой обмазкой, которые приводились выше. Для получения высококачественного сварного соединения при автоматической сварке необходимо применять толстые или качественные обмазки. Из-за конструктивных трудностей эта задача до настоящего времени не получила вполне удовлетворительного разрешения. Делались попытки заменить качественную обмазку подачей в зону дуги защитного газа, например водорода, однако этот метод пока на нашёл практического применения в нашей промышленности. Незначительное повышение производительности, даваемое автоматической сваркой открытой дугой, не оправдывающее применения сложных механизмов и автоматов и значительного усложнения в подготовку и сборке изделий под сварку, не создавало достаточных стимулов к промышленному использованию этого метода. В настоящее время, в связи с широким развитием способа автоматической сварки под флюсом, автоматическая сварка открытой дугой в нашей промышленности почти не применяется.

