

Сварка, резка и пайка металлов |
Сварка стыковых швов
Особенности сварки стыкового шва и подготовки кромок под сварку определяются толщиной основного металла. При небольшой толщине металла — до 5—6 мм— кромки соединяемых листов не требуют особой подготовки и должны быть лишь обрезаны достаточно правильно, чтобы обеспечить взаимную параллельность и постоянство зазора между ними на всём протяжении сварного шва. Операция сварки при этом сходна с наплавкой валика, нужно лишь обращать особое внимание на. равномерность расплавления обеих кромок, для чего концу электрода сообщается поперечное колебательное движение. Сечение шва получается со значительным усилением, составляющим от 50 до 100% толщины основного металла. Основной трудностью сварки стыкового соединения является правильное формирование обратной стороны шва.
В этом случае при отступлениях от нормального режима сварки возникают следующие дефекты. При недостаточном подводе тепла вся толщина листов не проплавляется и получается непровар сечения (фиг. 63). При чрезмерном подводе тепла получается сквозное проплавление металла, и расплавленный металл вытекает из объёма шва, образуя с обратной стороны натёки, а иногда и сквозные отверстия — прожоги.

Идеальное сечение шва с полным проплавлением сечения листов и отсутствием натёков с обратной стороны получить при сварке довольно трудно. Сварщику не видна обратная сторона шва, поэтому достаточно незначительных отступлений в режиме сварки, чтобы вызвать появление непровара или натёков с обратной стороны. Опасаясь прожогов и натёков, сварщик обычно работает на режиме, вызывающем появление непровара сечения шва. Средняя величина непровара в значительной степени зависит от квалификации сварщика. У малоквалифицированного сварщика величина непровара может достигать 50 и более процентов от толщины листа. Многое зависит также от качества применяемых электродов.
Швы с непроваром сечения при статическом испытании часто показывают удовлетворительную прочность, поэтому как исключение подобные швы могут быть допущены в мало ответственных конструкциях, работающих при статической нагрузке. Влияние непровара в этом случае компенсируется усилением шва со стороны сварки. При более ответственных конструкциях, в особенности работающих при переменной или ударной нагрузке, швы с непроваром сечения недопустимы и неоднократно служили причиной аварий и разрушений сварных изделий. Непровар действует как надрез и ведёт к быстрому разрушению конструкции. Поэтому для швов ответственных сварных изделий необходимо принимать меры, гарантирующие отсутствие непровара сечения шва. Непровар может быть устранён подваркой обратной стороны или применением подкладок. Подварка состоит в наложении дополнительного валика уменьшенного сечения с обратной стороны шва (фиг. 64).

Подварка является надёжным методом устранения непровара . Недостатком подварки является значительное увеличение трудоёмкости работ на 30—40 и более процентов, кроме того, обратная сторона шва часто мало доступна или её приходится варить в неудобном, например потолочном, положении. Подварка широко при-меняется на практике. Обратная сторона шва может быть недоступной для сварки, тогда применение подварки отпадает, например при сварке стыков труб. Применение подкладок даёт возможность проварить всё сечение при работе с одной стороны и получить шов высокой прочности за один проход, не прибегая к подварке обратной стороны.
Подкладки под стыковые швы разделяются на съёмные, удаляемые по окончании сварки, и несъёмные или глухие, остающиеся приваренными к обратной стороне шва. Сварка с подкладками имеет ряд преимуществ: работа ведётся лишь с одной наиболее удобной и доступной стороны шва, производительность сварки значительно возрастает, так как сварщик, не опасаясь прожогов и натёков, работает на повышенных режимах и увеличенных скоростях сварки. Съёмные подкладки обычно изготовляются из красной меди. Вследствие высокой теплопроводности меди достаточно массивные подкладки не оплавляются при соприкосновении с жидким металлом и по окончании сварки легко могут быть удалены со шва. При интенсивной работе и массовом производстве однотипных изделий медные подкладки могут охлаждаться проточной водой, Соответствующими приспособлениями должно быть обеспечено плотное прилегание свариваемого металла к медным подкладкам на всём протяжении сварного шва. Остающиеся несъёмные или глухие подкладки обычно представляют собой стальную полоску толщиной 3—4 мм и шириной около 50 мм. По окончании сварки стальная подкладка оказывается приваренной наглухо к сварному шву и остаётся на нём. Стык трубы с вкладным стальным кольцом— подкладкой, широко применяющийся в практике сварки различных трубопроводов, показан на фиг. 65. Целесообразно, где это возможно, использовать в качестве подкладки элементы самой сварной конструкции.
Дополнительные трудности представляет стыковая сварка очень тонкого материала, толщиной менее 1,5 мм. В настоящее время разработаны специальные электроды для сварки малых толщин, например электроды МТ, обеспечивающие особо устойчивое горение дуги. Применение этих электродов и дополнительных приспособлений, позволяющих точно регулировать малые силы тока, позволяет успешно проводить сварку Металлической дугой стальных листов толщиной от 0,8 до 1,5 мм. Стыковая сварка стальных листов без предварительной разделки кромок может быть применена и для больших толщин при условие выполнения сварки с двух сторон (фиг. 66).

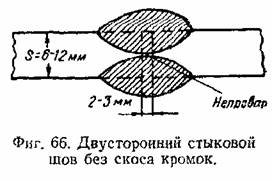
Таким приёмом можно сварить листы толщиной 8—12 мм. Недостатком подобного соединения является значительная вероятность получения непровара сечения и включений шлаков и окислов по оси шва причём этот дефект не может быть обнаружен внешним осмотром и вскрывается лишь рентгеновским просвечиванием и другими приёмами.
В большинстве случаев при толщине металла свыше 5 мм прибегают к предварительной разделке или скосу кромок; при этом различают швы односторонние и двусторонние. Нормальная разделка кромок под односторонний стыковой шов, так называемая V-образная разделка, показана на фиг. 67.
Собранный и подготовленный под сварку шов характеризуется тремя основными размерами: Углом разделки а (иногда даётся половинная его величина — скос кромки а/2), притуплением кромки или нескошенной частью а и зазором между кромками о . Увеличение угла разделки или раскрытия кромок облегчает сварку и доступ к нижним слоям металла, но увеличивает количество наплавленного металла и трудоёмкость выполнения шва. Притупление кромки облегчает сборку и уменьшает возможность прожога металла в вершине шва. Зазор облегчает доступ к нижним слоям металла и провар всего сечения.

На основании многолетней практики наших заводов общепринятыми являются следующие размеры элементов разделки кромок под односторонний шов. Угол разделки а =60—70° или угол скоса кромки а/2 = 30—35°. Притупление кромки равно 2—3 мм, а на толщинах свариваемого металла свыше 20 мм — до 4— 5 мм. Зазор принимается от 2 до 4 мм, возрастая с увеличением толщины металла. Указанный шов может быть применён для толщины металла от 5 до 40 мм и выше. При значительной толщине металла шов выполняется в несколько слоев. Толщина слоя обычно делается около 5—6 мм. Наиболее трудной является сварка первого слоя, в котором возможны те же дефекты, что и при сварке листов без скоса кромок, т. е. непровар сечения, натёки и прожоги.

Меры борьбы с указанными дефектами остаются прежние; под-варка обратной стороны и применение съёмных или остающихся подкладок. Перед подваркой обратной стороны в ответственных изделиях рекомендуется вырубить металл на глубину 2—3 мм, т. е. выбрать так называемую контрольную канавку, которая затем перекрывается подварочным или контрольным валиком (фиг. 68). С наружной стороны сечение шва завершается усилением, величина которого в зависимости от толщины металла устанавливается в пределах 3—5 мм. На больших толщинах при многослойной сварке каждый слой отжигается при наложении последующего слоя, что улучшает структуру и механические свойства металла. Не подвергаются отжигу лишь усиление и контрольный или подварочный валик, что следует иметь в виду при металлографическом исследовании и механических испытаниях многослойных сварных швов.
При значительных толщинах металла и достаточной доступности обратной строны шва с односторонним швом конкурирует двусторонний или Х-образный шов, схематически показанный на фиг. 69. Двусторонний шов требует меньше наплавленного металла и меньшей затраты труда сварщика при одной и той же толщине металла. Вторым преимуществом двустороннего шва является большая симметричность сечения, что уменьшает деформацию изделия.
Недостатком двустороннего шва является необходимость производить сварку с двух сторон, что часто вызывает затруднения, а иногда и совсем невозможно.
Между односторонним швом с подваркой обратной стороны и симметричным двусторонним швом существуют переходные формы.
Кроме указанных симметричных форм швов на практике довольно часто применяются несимметричные стыковые швы с неодинаковой подготовкой кромок (фиг. 70).

Швы с плоскими кромками обладают тем недостатком, что сварка вершины шва несколько затруднительна, а на наружной поверхности швы имеют слишком большую ширину. Во многих случаях значительно целесообразнее швы с криволинейными очертаниями кромок, так называемые чашеобразные односторонние и двусторонние швы (фиг. 71), которые повышают качество сварного соединения и удобство сварки. Недостатком этих швов является усложнённая подготовка кромок.

На фиг. 72 показаны формы бортовых и угловых сварных соединений, родственных стыковым соединениям.


Примерные режимы сварки стыковых швов приведены в табл. 8.

