

Сварка, резка и пайка металлов |
Наплавка и заварка дефектов
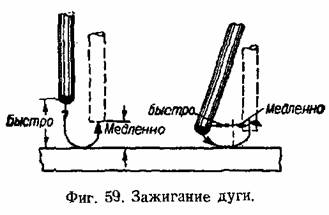
Зажигание дуги производится одним из движений, показанных на фиг. 59. Приближение электрода к изделию производится быстрым движением, удаление его производится замедленно и на небольшое расстояние. При нижнем положении сварки электрод наклоняется вперёд по направлению перемещения на угол 15—30° от вертикали к поверхности изделия. Перемещать конец электрода можно по линии сварки без боковых отклонений. Этим сравнительно редко применяемым приёмом наплавляется так называемый узкий или ниточный валик, отличающийся малой шириной.
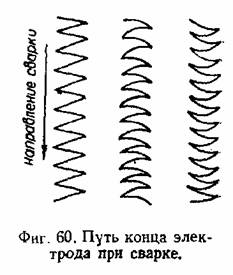
В зависимости от скорости перемещения дуги ширина узкого валика может составлять один-два диаметра электрода. Чаще же при сварке концу электрода даются более или менее сложные зигзагообразные движения поперёк шва. На фиг. 60 показаны схематически некоторые способы ведения конца электрода при наплавке валика, который в этом случае называется широким или уширенным. Уширение может доходить до четырёх-пяти диаметров электрода. Цель уширения — задержать дугу в зоне сварки, замедлить охлаждение жидкой ванны и дать возможность всплыть неметаллическим включениям, дать дополнительную термообработку ранее наплавленному металлу. Преимущество широкого валика настолько существенно, что он, главным образом, и применяется на практике.
Бесконечное разнообразие сварочных работ можно разделить на две группы: 1) наплавка, увеличивающая размеры изделия; 2) соединительная сварка, имеющая целью соединить в одно целое отдельные части, что является основным и наиболее важным видом сварочных работ.
Рассмотрим в первую очередь наплавочные работы. Посредством наложения ряда валиков можно производить наплавку поверхностей металла с целью восстановления размеров изношенных деталей или для создания на поверхности детали слоя с особыми свойствами, например с высокой твёрдостью. Для наплавки поверхность детали должна быть тщательно зачищена, после чего приступают к нанесению наплавленного металла отдельными валиками, при этом каждый последующий валик должен расплавлять предыдущий на 1/3—1/2 ширины.
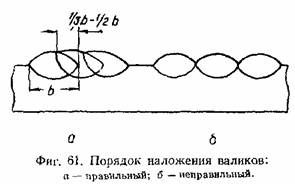
На фиг. 61 схематически показано правильное и неправильное выполнение наплавки. Общий вид наплавленной поверхности показан на фиг. 62. Если одного наплавленного слоя недостаточно, то он зачищается, на него наплавляется второй, а если нужно, то и третий:
слой и т. д. Для уменьшения последующей механической обработки наплавка должна производиться с максимально возможной точностью и правильностью.
Наплавка имеет широкие производственные применения как при восстановлении изношенных, так и изготовлении новых деталей. Дуговая наплавка целесообразна, если толщина наплавленного слоя должна быть не менее 1—2 мм. Если же допускаемые износы малы и измеряются десятыми или сотыми долями миллиметра, то целесообразнее применять для восстановления деталей другие технологические процессы, например хромирование в гальванических ваннах, металлизацию распылением и т. п. С наплавкой сходна операция заварки различных дефектов в деталях; раковин, трещин, неправильно обработанных поверхностей и т. д.
Дефекты, подлежащие заварке, можно разделить на открытые и закрытые. У открытого дефекта вся его поверхность доступна прямому воздействию дуги и может быть расплавлена дугой в любой точке. Подготовка поверхности открытого дефекта сводится к зачистке до получения металлически чистой поверхности, на которую наносится наплавленный металл отдельными валиками аналогично наплавке. У закрытого дефекта вся поверхность или её часть недоступна воздействию дуги и не может быть расплавлена дугой. Закрытый дефект предварительной подготовкой, например вырубкой металла, превращается в открытый дефект, который заваривается способом, указанным выше. Заварка широко практикуется в цехах стального литья для исправления дефектов отливок. Для улучшения структуры наплавки и переходной зоны, а также снятия напряжений, возникающих в процессе сварки, ответственные отливки по окончании заварки часто подвергаются отжигу. Рассмотрим примеры соединительной сварки.

