Обработка деталей |
Процесс заточки ведется по установленному автоматическому циклу.
При заточке червячных фрез большое внимание должно быть уделено точности профиля затачиваемых зубьев, окружному шагу, правильному расположению передней поверхности зуба, а также шагу винтовой канавки Sk. Отклонения указанных параметров от расчетно-теоретических приводит к искажению профиля нарезаемого фрезой зуба, уменьшению стойкости фрезы, резкому снижению производительности. Поэтому фрезы должны тщательно контролироваться по геометрическим параметрам не только после заточки партии фрез, но и в процессе наладки станка.
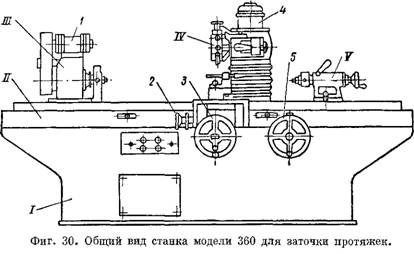
Заточку протяжек как по передней, так и по задней поверхности ведут на специальных станках модели 360. На этих станках затачиваются протяжки всех видов, кроме протяжек со спиральными канавками. Зубья круглых, шлицевых и многогранных протяжек затачивают при вращении протяжки шпинделем передней бабки станка, плоских (шпоночных и пазовых) — при ручном относительном перемещении шлифовального круга и протяжки. При заточке протяжку, предназначенную для обработки отверстий, устанавливают в центрах станка, плоские протяжки закрепляют в специальном приспособлении на столе станка в тисках или на магнитной плите. Станок модели 360 (фиг. 30) состоит из ряда узлов: станины I, стола II, передней бабки III, шлифовальной бабки IV и задней бабки V и имеет следующие движения, используемые для заточки протяжек: вращение шлифовального круга, вращение шпинделя передней бабки, продольное перемещение стола, перемещение шлифовальной бабки в горизонтальном и вертикальном направлениях. Шлифовальная бабка, установленная на колонке, может поворачиваться в вертикальной плоскости на 90° и в горизонтальной — на 20°. Шлифовальный круг получает вращение от электродвигателя 4 через ременную передачу с передаточным отношением 1:1. Шпиндель передней бабки: вращается от электродвигателя 1 через двухступенчатую шкивную передачу. Продольно*? перемещение стола осуществляется с помощью реечной передачи: при грубой подаче вращением маховика 3, при более точной подаче вращением маховика 2. Вертикальное перемещение шлифовальной бабки производится вращением маховика 5, в поперечном направлении шлифовальная бабка перемещается от руки.
![]()
причем
![]()
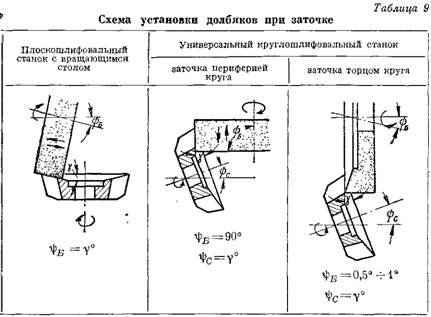
![]() — угол наклона образующей конической поверхности шлифовального круга при правке,
— угол наклона образующей конической поверхности шлифовального круга при правке,
![]() — передний угол зуба протяжки,
— передний угол зуба протяжки,
![]() — угол поворота шпинделя шлифовального круга, отсчитываемый по шкале станка.
— угол поворота шпинделя шлифовального круга, отсчитываемый по шкале станка.
![]()
![]() — угол поворота стола или передней бабки станка.
— угол поворота стола или передней бабки станка.

Заточка метчиков, круглых плашек и сегментных пил производится на специальных заточных станках, предназначенных для заточки только этих инструментов. На станках модели 3935 осуществляется заточка по задним поверхностям метчиков, на станках модели 27 завода Фрезер — заточка плашек по передним поверхностям, на станках моделей 3692 и 3693 — заточка по задним и передним поверхностям сегментных пил г.