

Обработка деталей |
Способы заточки режущих инструментов
Геометрические параметры рабочей части режущих инструментов создаются заточкой и доводкой инструментов по соответствующим поверхностям. Чтобы передняя и задняя поверхности зубьев имели нужную форму и углы их взаимного расположения, режущие инструменты в процессе изготовления затачиваются по всем поверхностям рабочей части. При износе поверхностей инструмента и затуплении режущих кромок заточка производится по тем поверхностям, которые подвергались износу. Схема заточки выбирается в зависимости от конструкции инструмента и условий его эксплуатации (табл. 4). В большинстве случаев заточка производится сначала по передней, а затем по задним поверхностям. Это позволяет удалить получающиеся на передней поверхности заусенцы и уменьшить микронеровности задней поверхности, почти целиком копирующиеся при обработке на обрабатываемую деталь. Исключение составляют фасонные и мерные инструменты (развертки, протяжки), заточка которых по передней поверхности производится после заточки задней. Это обеспечивает правильный профиль и размеры инструмента, экономию инструментального материала и уменьшение расхода шлифовальных кругов при заточке. На фиг. 4, а приведена схема заточки резца по передней и задней поверхностям.
При заточке пластинка твердого сплава сошлифовывается параллельными слоями (АС и А А), хотя износ в виде лунки а расположен только на ограниченной ее части, вдоль главной режущей кромки. Для обеспечения большего числа заточек толщина пластинки по передней поверхности делается большей, чем это необходимо для ее прочности. Поэтому при заточке значительная часть пластинки твердого сплава стачивается нерационально, кроме того, излишне расходуется шлифовальный круг, износ которого пропорционален объему сошлифованного при заточке твердого сплава. Располагая пластинку вдоль линии смещения вершины резца при заточке (фиг. 4, б), получаем так

![]() и заднего а углов резца:
и заднего а углов резца:
![]()
![]() лежит в пределах 35—50°. Изготовление резцов с оптимальной схемой заточки, приведенной на фиг. 4, б, технологически трудно осуществимо: при пайке пластин в закрытый паз в ней возникают значительные внутренние напряжения, снижающие стойкость резца, либо ведущие при заточке к растрескиванию пластинки. Уменьшение
лежит в пределах 35—50°. Изготовление резцов с оптимальной схемой заточки, приведенной на фиг. 4, б, технологически трудно осуществимо: при пайке пластин в закрытый паз в ней возникают значительные внутренние напряжения, снижающие стойкость резца, либо ведущие при заточке к растрескиванию пластинки. Уменьшение

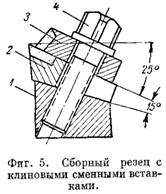
![]() = = 25° к основной плоскости. Такое расположение пластинки позволяет при заточке по передней поверхности получить требуемый передний угол у и сократить ширину передней поверхности до 2—2,5 мм, благодаря чему при заточке снижается объем сошлифованного твердого сплава. Заточка пластинки осуществляется параллельно основанию сменной вставки, при этом толщина ее остается постоянной. Поэтому для сменных вставок используют более тонкие пластинки твердого сплава, что дает возможность снизить расход твердого сплава и шлифовальных кругов, используемых для заточки. В табл. 6 приведены данные по расходу твердого сплава и шлифовального круга на одну заточку у резцов с напаянными пластинками и с клиновыми сменными вставками. Применение сборных резцов с клиновыми сменными вставками выгоднее в отношении экономии
= = 25° к основной плоскости. Такое расположение пластинки позволяет при заточке по передней поверхности получить требуемый передний угол у и сократить ширину передней поверхности до 2—2,5 мм, благодаря чему при заточке снижается объем сошлифованного твердого сплава. Заточка пластинки осуществляется параллельно основанию сменной вставки, при этом толщина ее остается постоянной. Поэтому для сменных вставок используют более тонкие пластинки твердого сплава, что дает возможность снизить расход твердого сплава и шлифовальных кругов, используемых для заточки. В табл. 6 приведены данные по расходу твердого сплава и шлифовального круга на одну заточку у резцов с напаянными пластинками и с клиновыми сменными вставками. Применение сборных резцов с клиновыми сменными вставками выгоднее в отношении экономии
твердого сплава и применяемых для заточки шлифовальных кругов.
Другим не менее важным мероприятием, способствующим повышению качества и производительности заточки и рациональному расходованию кругов при заточке, является раздельное шлифование инструментального материала и материала державки. Заточка пластин твердого сплава и других инструментальных материалов (минералокерамика, быстрорежущая сталь) без снятия слоя материала державки позволяет применять шлифовальные круги нужных характеристик, использовать оптимальные режимы резания, не нарушая структуры затачиваемых поверхностей. Стальные державки хорошо обрабатываются электрокорундовыми кругами, а пластинки твердого сплава и минералокерамики — только кругами из карбида кремния (карборунда). Круги из карбида кремния очень плохо шлифуют сталь. Поэтому применяемое в некоторых случаях одновременное шлифование пластин твердого сплава или минералокерамики с материалом державки приводит к быстрому износу шлифовальных кругов и некачественной заточке режущих элементов инструмента. При шлифовании вязкой стали державки происходит выкрашивание зерен карбида кремния, уменьшение их количества на рабочей поверхности, налипание материала на абразивные зерна и забивание пор круга вязкой стружкой. Режущая способность круга при этом значительно снижается, возрастает сила резания, увеличиваются трение и нагрев затачиваемой пластинки. Вместо того, чтобы шлифовать твердый сплав или минералокерамику, круг, затупившийся при шлифовании стальной державки, соприкасаясь с пластинкой, обладающей высокой твердостью и износостойкостью, подвергают правке — обновлению рабочей поверхности

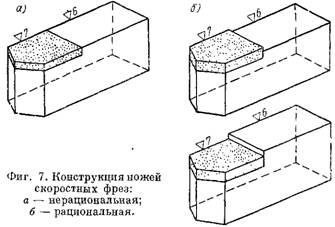
круга за счет интенсивного выкрашивания зерен и связки. Полезная работа по шлифованию твердого сплава или минералокера-мики при этом резко уменьшается, круг расходуется не на резание материала пластин, а на правку, и поэтому быстро изнашивается, теряет правильную геометрическую форму, отчего ухудшается качество поверхности, появляются при-жоги и сколы пластины. Необходимо стремиться к тому, чтобы площадь державки, шлифуемой совместно с пластинкой твердого сплава, была возможно меньшей. Этому способствует заточка державок на угол, превышающий угол заточки пластинки на 5—8° (фиг. 6), или применение державок с различной высотой крепления пластинки относительно державки (фиг. 7). Есть случаи, когда при обработке ножей скоростных фрез (фиг. 7, а) шлифовальным кругом из карбида кремния снимается 90% стальной державки и только 10% твердого сплава. В случае применения ножей такой нерациональной конструкции, круг работает в исключительно трудных условиях, выполняя не свойственную его характеру работу по шлифованию стали, и интенсивно изнашивается. Поэтому приходится использовать более твердые круги, чем это необходимо для шлифования твердого сплава, что влечет за собой появление прижогов и сколов твердого сплава.

При использовании ножей рациональной конструкции (фиг. 7, б) шлифование рабочей части ведется кругами из карбида кремния, а державки — электрокорундовым кругом. На операции обработки рабочей части сошлифовывается 95% твердого сплава и только 5% материала стальной державки. При таком раздельном
шлифовании можно понизить твердость круга на одну ступень, что способствует повышению производительности и качества заточки рабочей части инструмента. Применение резцов конструкции, предложенной Г. Н. Чер-навским обеспечивает большое снижение трудоемкости операции заточки и расхода шлифовальных кругов. Отличительными особенностями этих резцов (фиг. 8) являются:
![]() = (0,10—0,15) С, где С — толщина пластинки.
= (0,10—0,15) С, где С — толщина пластинки.
2. Возвышение передней поверхности твердосплавной пластинки над передней поверхностью державки на величину К = (0,25-0,35) С.
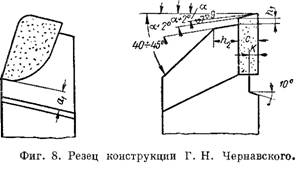
 от основания твердосплавной пластинки до начала среза.
от основания твердосплавной пластинки до начала среза.
![]() — 2—6 мм между торцом пластинки, закрепленной в гнезде, и державкой для выхода шлифовального круга при заточке передней поверхности резца. Такая конструкция резца позволяет осуществить 3—5 заточек по передней и задним поверхностям без сошлифовывания материала державки. При дальнейших заточках необходимо предварительно снять слой материала державки, а затем шлифовать пластинку. Практика эксплуатации резцов такой конструкции на Московском заводе малолитражных автомобилей, Харьковском подшипниковом заводе и др. показывает, что трудоемкость заточки и расход шлифовальных кругов уменьшаются примерно на 35%. Применение таких резцов (фиг. 8) дает значительный экономический эффект и повышает качество режущего инструмента. Поэтому их следует всемерно распространять и использовать также в конструкциях многолезвийных, особенно сложных сборных режущих инструментов. Условия заточки и шлифования значительно улучшаются на литых инструментах, державки которых изготовляются из Чугуна. Чугун по многим физико-механическим свойствам ближе подходит к твердому сплаву, чем сталь, и хорошо обрабатывается кругами из карбида кремния. Поэтому совместное шлифование чугунной державки с пластинкой твердого сплава в меньшей степени ухудшает качество заточки рабочей части инструмента. Заточка режущих инструментов шлифовальными кругами осуществляется на специальных заточных станках. Шлифовальный круг, состоящий из зерен абразивного материала, соединенных друг с другом связкой, снимает с рабочей части инструмента инструментальный материал, обладающий высокой износостойкостью и твердостью. Эти высокие качества инструментального материала должны быть сохранены при заточке инструмента. Особенно большие трудности встречаются при заточке инструментов с твердосплавными и минералокерамическими пластинками. Эти инструментальные материалы, имея высокую износостойкость и твердость, обладают низкой теплопроводностью и повышенной хрупкостью, из-за чего при местном перегреве, вызванном обильным тепловыделением при заточке инструмента, возможны растрескивание пластин и их выкрашивание. Выделение при заточке большого количества тепла влияет не только на качество затачиваемой поверхности инструмента, но и определяет режим заточки и производительность этой операции.
— 2—6 мм между торцом пластинки, закрепленной в гнезде, и державкой для выхода шлифовального круга при заточке передней поверхности резца. Такая конструкция резца позволяет осуществить 3—5 заточек по передней и задним поверхностям без сошлифовывания материала державки. При дальнейших заточках необходимо предварительно снять слой материала державки, а затем шлифовать пластинку. Практика эксплуатации резцов такой конструкции на Московском заводе малолитражных автомобилей, Харьковском подшипниковом заводе и др. показывает, что трудоемкость заточки и расход шлифовальных кругов уменьшаются примерно на 35%. Применение таких резцов (фиг. 8) дает значительный экономический эффект и повышает качество режущего инструмента. Поэтому их следует всемерно распространять и использовать также в конструкциях многолезвийных, особенно сложных сборных режущих инструментов. Условия заточки и шлифования значительно улучшаются на литых инструментах, державки которых изготовляются из Чугуна. Чугун по многим физико-механическим свойствам ближе подходит к твердому сплаву, чем сталь, и хорошо обрабатывается кругами из карбида кремния. Поэтому совместное шлифование чугунной державки с пластинкой твердого сплава в меньшей степени ухудшает качество заточки рабочей части инструмента. Заточка режущих инструментов шлифовальными кругами осуществляется на специальных заточных станках. Шлифовальный круг, состоящий из зерен абразивного материала, соединенных друг с другом связкой, снимает с рабочей части инструмента инструментальный материал, обладающий высокой износостойкостью и твердостью. Эти высокие качества инструментального материала должны быть сохранены при заточке инструмента. Особенно большие трудности встречаются при заточке инструментов с твердосплавными и минералокерамическими пластинками. Эти инструментальные материалы, имея высокую износостойкость и твердость, обладают низкой теплопроводностью и повышенной хрупкостью, из-за чего при местном перегреве, вызванном обильным тепловыделением при заточке инструмента, возможны растрескивание пластин и их выкрашивание. Выделение при заточке большого количества тепла влияет не только на качество затачиваемой поверхности инструмента, но и определяет режим заточки и производительность этой операции.
Чтобы при заточке снизить температуру режущих инструментов, повысить их качество и производительность, необходимо:
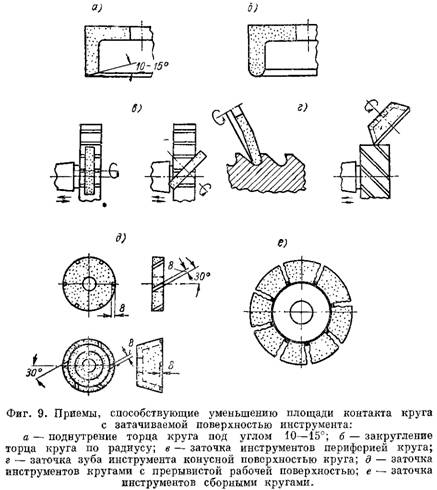
а) уменьшать площадь контакта круга с инструментом;
б) сокращать время контакта круга с затачиваемой поверхностью инструмента;
в) затачивание инструмента осуществлять при постоянном значении радиальной силы и при, интенсивном отводе тепла, возникающего при заточке.
Уменьшение площади контакта круга с инструментом достигается поднутрением торцовых поверхностей круга, ведением заточки периферией или конусной частью круга, а также сборными кругами (фиг. 9). При заточке инструментов необходимо обеспечить прямолинейность режущих кромок и плоскостность режущих поверхностей. Лучшие результаты по плоскостности и геометрии режущего лезвия достигаются применением кругов, работающих торцовой, поверхностью. Однако существенным недостатком их работы является большая площадь контакта между кругом и затачиваемой поверхностью, вызывающая сильное тепловыделение и опасность появления прижогов и микротрещин. При поднутрении торцовой поверхности круга под углом (фиг. 9, а) или по радиусу (фиг. 9, б) уменьшается площадь контакта и опасность появления прижогов и трещин. Необходимость частого поднутрения торцовой части круга, хотя и приводит к положительным результатам, но является нерациональной, так как увеличивает потери на правку шлифовального круга и затраты вспомогательного времени, связанные с этой операцией. Лучшие результаты получаются при заточке периферией (фиг. 9, в) и конусной частью круга (фиг.
Токарь-новатор Ростовского авторемонтного завода С. В. Станкевич предложил комбинированный способ заточки твердосплавных резцов периферией и торцом шлифовального круга. Для этого задняя поверхность резца предварительно затачивается периферией круга (фиг. 10) при окружной скорости 20—25 м/сек и окончательно торцом того же круга. После предварительной заточки задняя поверхность получается вогнутой, что значительно облегчает окончательную заточку, так как при этом площадь контакта с кругом уменьшается. Окончательная заточка резцов ведется так, чтобы наносимые шлифовальным кругом риски располагались вдоль режущей кромки. При окончательной заточке на задней поверхности образуется фаска шириной 1,5—2 мм. Операция окончательной заточки вдоль режущей кромки позволяет ликвидировать доводку, так как риски от абразивных зерен располагаются вдоль режущей кромки, а не поперек, как при заточке на станках, работающих торцом шлифовального круга. Для удаления образующихся после окончательной заточки мельчайших рисок и заусенцев, необходимо зачистить фаску мелкозернистым бруском. При централизованной заточке резцов в инструментальных цехах или на специальных заточных участках заточку по методу С. В. Станкевича следует проводить за три операции:
1) предварительная заточка стальной державки периферией круга Э-ЭБ46С2К до пластинки твердого сплава;
2) предварительная заточка пластинки периферией круга К346-60МЗ-СМ1К; для уменьшения съема материала стальной державки этим кругом подручник во время второй операции устанавливается относительно оси круга ниже, чем при первой операции в соответствии с высотой державки резца и толщиной затачиваемой пластинки;
3) окончательная заточка торцом круга формы ЧЦ, характеристики К346-60 МЗ-СМ1К.
В процессе третьей операции заточка торцом круга, прямого профиля (ПП), экономически нецелесообразна, так как при износе необходимо править круг по всей торцовой поверхности. При правке уменьшается высота круга, нерационально расходуется абразивный материал и, кроме того, затрудняется самый процесс правки, так как у фланцев нет выхода для правящего инструмента. Вследствие уменьшения окружной скорости к центру круга, качество выправляемой поверхности круга ухудшается. Для сокращения времени контакта круга с затачиваемой поверхностью продольную подачу повышают до 6—8 м/мин, число проходов круга по одной поверхности зуба многолезвийных инструментов уменьшают до 2—4 проходов, а также применяют круги с прерывистой рабочей поверхностью. Прерывистость рабочей поверхности круга создается либо искусственно нанесением канавок (фиг. 9, а), либо с помощью сборных сегментных кругов.

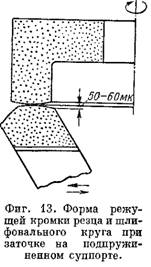
![]() . Принципиальная кинематическая схема приспособления с подпружинящим суппортом к заточному станку модели 362В приведена на фиг. 12. От электрического мотора 1 через червячный редукторе и шатун 5 движение передается кривошипу 6, который жестко закреплен на конце механизма ручной продольной подачи стола. Скорость продольного перемещения стола устанавливается сменой
. Принципиальная кинематическая схема приспособления с подпружинящим суппортом к заточному станку модели 362В приведена на фиг. 12. От электрического мотора 1 через червячный редукторе и шатун 5 движение передается кривошипу 6, который жестко закреплен на конце механизма ручной продольной подачи стола. Скорость продольного перемещения стола устанавливается сменой

шкивов 2 я 3. Длина хода стола регулируется изменением радиуса вращения оси шатуна 5, приближением или удалением от центра вращения червячного колеса редуктора. От кривошипа 6 движение передается тросу 7, который соединен с рычагом и собачкой 9. Рычаг, свободно сидящий на втулке храпового колеса 10, при сжатии пружины 8 совершает колебательное движение; собачка 9 при этом поворачивает храповое колесо на соответствующее число зубцов. При повороте храпового колеса через зубчатую передачу 12, 13 и винтовую пару 14,15 осуществляется поперечная подача стола станка с суппортом 16 в направлении к рабочей поверхности круга. Величина поперечной подачи регулируется перестановкой пальца а в продольном пазу кривошипа 6. Концевой выключатель 18, установленный на каретке подпружиненного суппорта, при отжиме его в процессе заточки резца на величину более

Во всех случаях заточки инструментов обильное равномерное охлаждение способствует повышению качества затачиваемой поверхности, износостойкости кругов и производительности операции. Применяемые при заточке жидкости охлаждают инструмент, поглощают часть тепла, образующегося при снятии металла, и, оказывая смазывающее действие, уменьшают силы трения при резании абразивными зернами. В результате уменьшения сил трения снижается и общее количество выделяющегося при заточке тепла. Все это приводит к понижению температуры затачиваемых кромок инструмента, к уменьшению возможностей возникновения прижогов, шлифовочных трещин, сколов и выкрашивания инструментального материала. При заточке режущих инструментов главным образом применяются те жидкости, которые обладают наибольшим охлаждающим действием. К ним относятся водные растворы соды, мыла, эмульсола. Чем выше охлаждающее действие жидкости, тем производительнее режим заточки инструмента. Обильное охлаждение, увеличение расхода жидкости эффективны только до определенного предела, так как при обычных методах подвода охлаждающей жидкости (от насосной станции струей по трубам) она непосредственно в зону шлифования не попадает. Быстро вращающийся шлифовальный круг создает воздушный поток, который отталкивает охлаждающую жидкость от зоны шлифования, вызывает ее разбрызгивание, загрязняет рабочее место. Такой поток жидкости в количестве до 8—10 л/мин мешает рабочему наблюдать за поверхностью заточки. Поэтому в последние годы стал применяться принципиально новый метод охлаждения. Он основан на поглощении тепла, возникающего при резании шлифовальным кругом не путем нагрева жидкости за счет использования ее теплоемкости, а путем испарения, т. е. использования скрытой теплоты парообразования. Для этого жидкость и сжатый воздух под давлением 2—4 am предварительно
смешиваются в смесителе и в виде воздушно-жидкостной смеси через сонло поступают в зону заточки1. К месту заточки жидкость подходит в сильно распыленном состоянии со скоростью на выходе из сопла примерно равной скорости звука (300 м/сек). При этом воздушно-жидкостная смесь резко расширяется, вследствие чего температура ее понижается до 4—12° С и даже опускается ниже нуля. Мельчайшие частички жидкости, соприкасаясь с затачиваемым инструментом, превращаются в пар и при испарении поглощают во много раз большее количество тепла, чем при обычном способе охлаждения инструмента свободно падающей струей. Охлаждение распыленной жидкостью технически несложно. Обычно оно не затрудняет наблюдения за затачиваемым инструментом и не вызывает загрязнения рабочего места. Расход охлаждающей жидкости при заточке не превышает 200#г/адс. Это позволяет применять новый способ охлаждения на всех заточных станках, где невозможно охлаждение потоком жидости. На Горь-ковском автозаводе описанный метод применяется более двух лет на операции затачивания фасонных резцов, червячных фрез, круглых плашек к резьбонарезным головкам, центровочных сверл, проходных резцов и других инструментов. Практика применения охлаждения распыленными воздушно-жидкостными смесями показывает, что этот метод охлаждения найдет самое широкое распространение и в ряде случаев вытеснит обычный способ охлаждения инструмента свободно падающей струей жидкости.

