

Обработка деталей |
Режим доводки инструментов
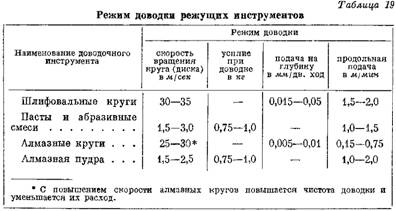
В табл. 19 приведены режимы доводки режущих инструментов шлифовальными кругами, пастами, алмазными кругами и алмазной пудрой. Качественная доводка возможна только в том случае, 7если режим операции оптимальный. Прежде всего необходимо следить за тем, чтобы не возникало нагрева инструментов, отрицательно сказывающегося на качестве доводимых поверхностей и на работоспособности доводочных инструментов. Особенно тщательно надо следить за отводом тепла из зоны резания при работе алмазными кругами. В качестве охлаждающей жидкости при доводке алмазными кругами рекомендуется применять эмульсию следующего состава (в г):
Тринатрийфосфат . . 6,0 Кальцинированная сода ... 2,5
Вазелиновое масло . 0,5 Нитрат натрия .......1,0
Бура .......3,0 Вода ............1000
Охлаждающая жидкость непрерывно должна поступать в зону резания, периодическое смачивание круга не допускается. Резкое охлаждение алмазов ведет к их растрескиванию и повышенному износу кругов. Для получения правильной геометрии рабочей части инструмента желательно вести доводку при жестком закреплении инструмента в приспособлении. Ручная доводка алмазными кругами инструментов, не закрепленных в приспособлении, не допускается.
При доводке инструмент должен получать плавное и равномерное перемещение вдоль всей рабочей поверхности диска или круга. Это обеспечивает равномерный износ диска или круга, более высокое качество доводки и прямолинейность режущей кромки. При доводке режущих инструментов следует следить за тем, чтобы биение шпинделя станка не превышало

