

Алюминий в электротехнике |
Влияние добавок железа

Железо мало повышает удельное электрическое сопротивление алюминия, но улучшает его прочностные свойства. Аналогичное действие оказывают добавки железа на сплавы типа АЕ.
На рис. 3-12 показана изменение удельного электрического сопротивления сплавов АЕ в зависимости от содержания в них добавок железа. Введение железа до 0,5% мало повышает удельное электрическое сопротивление этих сплавов, так как железо практически ничтожно мало растворяется в алюминии. Даже при очень небольших добавках железо с алюминием образуют химические соединения Fe3Al и др., в результате чего прирост величины электрического сопротивления незначителен.
За счет того, что добавки железа приводят к измельчению структуры, у этих сплавов повышаются механические свойства (рис. 3-13).
В последнее время оставался открытым вопрос о целесообразности добавок железа в сплавы АЕ, а также о необходимости с точки зрения повышенной прочности наличия в этих сплавах избыточного кремния.
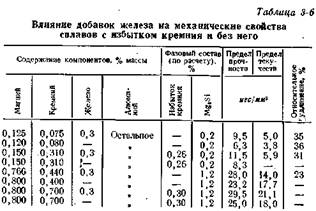
В табл. 3-6 показано влияние добавок железа на изменение механических свойств сплавов с избыткам кремния и без него; наличие избыточного кремния приводит к увеличению механической прочности как сплавов с железом, так и сплавов, не содержащих добавок железа.
Влияние добавок бора
Повышение электропроводности сплавов типа АЕ возможно за счет введения добавок бора.

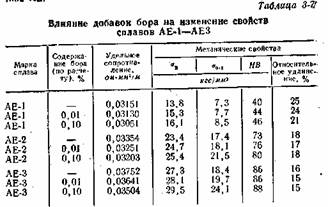
В табл. 3-7 показаны данные о влиянии добавок бора на электрическое сопротивление и механические характеристики сплавов:
типа АЕ AR.
Оптимальные режимы термообработки и структура сплавов
Механические характеристики проводниковых сплавов типа АЕ зависят не только от количества легирующих добавок магния, кремния, но также от формы и размеров выделений, которые они создают.
Одним из методов, повышающих физико-механические свойства сплавов АЕ, являются правильно подобранные режимы термической: и термомеханической обработки.
Определение оптимальных режимов обработки позволяет повысить электропроводность и улучшить механические характеристики этих сплавов. Для этого Необходимо знать процесс (распада твердого раствора сплавов АЕ, на основе которого определяют опти-мальные режимы обработки.
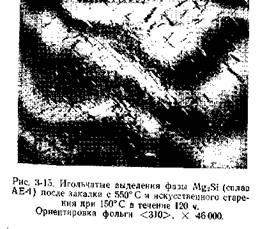
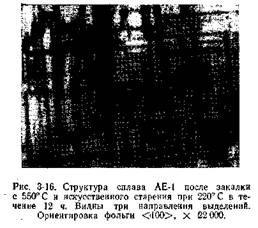
 . После отпуска при температуре 150С атомы легирующих элементов в твердом1 растворе собираются в игольчатые зоны Гипье - Престона (рис. 3-15). С повышением температуры отпуска сплава до 220° С зоны превращаются в выделения избыточной фазы, имеющие стержневидную форму. Это стержни метастабильной фазы Mg2Si, которые при более высоких температурах переходят в стабильные частицы неправильной формы. На стадии выделения Стержни строго ориентированы вдоль трех направлений <100> (рис. 3-16), два из К оторых лежат в плоскости снимка. Выделения в перпендикулярном направлении имеют вид точек, размер которых соответствует размеру стержней, лежащих в плоскости снимка.
. После отпуска при температуре 150С атомы легирующих элементов в твердом1 растворе собираются в игольчатые зоны Гипье - Престона (рис. 3-15). С повышением температуры отпуска сплава до 220° С зоны превращаются в выделения избыточной фазы, имеющие стержневидную форму. Это стержни метастабильной фазы Mg2Si, которые при более высоких температурах переходят в стабильные частицы неправильной формы. На стадии выделения Стержни строго ориентированы вдоль трех направлений <100> (рис. 3-16), два из К оторых лежат в плоскости снимка. Выделения в перпендикулярном направлении имеют вид точек, размер которых соответствует размеру стержней, лежащих в плоскости снимка.
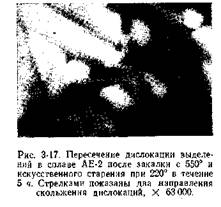
Фазовый микроанализ сплава АЕ-2 показал, что в отожженном состоянии имелись выделении Mg2Si с некоторым количеством железа, свободного кремния и Fe3Al. Фаза Mg2Si самостоятельно наблюдается довольно редко. Сравнивая между собой атомные радиусы железа, магния и кремния 0,127; 0,16 и 0,18 нм соответственно (при плотной упаковке атомов Координационное число равно 12), можно полагать, что атомы железа замещают часть атомов кремния с небольшой добавочной деформацией решетки. В этом случае размерное соответствие кристаллических решеток выделения и матрицы ухудшается. Однако когерентная связь стержневидных выделений не нарушена, как это показано па рис. 3-17, где отчетливо видны следы скольжения дислокаций в двух системах скольжения, пересекающих стержень выделения.
Как известно, дислокации проходят через зоны (полностью или частично) когерентных выделений. Роль железа в упрочнении сплавов, судя по полученным результатам, сводится к увеличению критического напряжения, необходимого для прохождения дислокаций через когерентные выделения комплексной фазы Mg2Si + Fe.

Для малолегированных сплавов типа АЕ оптимальной температуре закалки соответствует температура 920—550° С , а оптимальной температуре отпуска 150—170° С, время выдержки ,12—15 ч.
Однако известно, что деформация пересыщенных твердых растворов вызывает их частичный распад и существенно влияет (на распад при последующем нагреве. Холодная деформация ускоряет процессы распада и изменяет характер распределения второй фазы, а также дисперсность ее при старении. Увеличение скорости выделения при холодной деформации закаленного сплава объясняется тем фактором, что микроскопические видимые выделения располагаются вдоль плоскостей скольжения в кристаллах. Поэтому зарождение и рост выделений происходит легче в областях с более высокой плотностью дислокаций. Действие деформации зависит от величины и способа деформации, а также структурного состояния сплава.
В табл. 3-8 показано изменение механических свойств под действием деформации сплавов АЕ-1—АЕ-3.
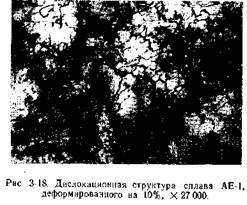
Увеличение степени деформации вызывает одновременно с повышением прочности снижение относительного удлинения. Изучение структуры, образующейся при термомеханичеокой обработке методом электронной микроскопии показывает , что при 10%-ной деформации (рис. 3-18) в образце сплава АЕ-1 появляются геометрические неупорядоченные сплетения дислокаций. Такую структуру можно рассматривать как несовершенную ячеистую; имеются ячейки,. практически свободные от дислокаций, а плотность дислокаций в границах ячеек повышена. С увеличением степени деформации структура приобретает отчетливо ячеистый характер. Отпуск образцов сплава, деформированных на 10% при 150С (12 ч), мало изменяет характер дислокационной структуры: границы ячеек становятся лишь менее широкими (рис. 3-19).
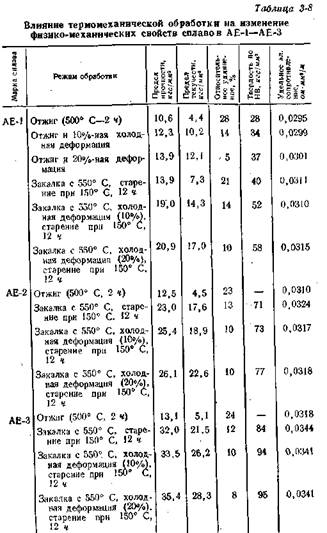

Электронно-микроскопические данные свидетельствуют о том, что источники скольжения га значительной степени оказываются заблокированными, это согласуется с преимущественным ростом предела текучести (табл. 3-8). Общее повышение прочности вызывается повышением сопротивления движению дислокаций, которое оказывает дислокационный лес, образовавшийся три деформации.
Холодная деформация (на 10%) как закаленных (с последующим старением), так и отожженных образцов сплава АЕ-1 существенно повышает механическую прочность, сохраняя достаточную пластичность и мало изменяя удельное электрическое сопротивление.
Таким образом, сплав АЕ-1 может быть упрочен как на счет термомеханической обработки, так и путем холодного деформирования. Последний способ с точки зрения промышленного применения. весьма целесообразен. На сплавах АЕ-2 и АЕ-3 применение термомеханической обработки приводит к более заметным потерям пластических свойств, однако если степень деформации невелика (10%) пластичность сохраняется и а нужном уровне.

