

Алюминий в электротехнике |
Светотехническая арматура
Большинство электроустановочных аппаратов коммутационных приборов низкого напряжения, светильников, штепсельных розеток, выключателей, предохранителей, распределительных коробок, различного вида зажимов снабжены винтовыми соединениями, которые в связи с широким применением алюминия должны обеспечить присоединение как медных, так и алюминиевых проводов.
Многолетние исследования и большой практический опыт, накопленный в Г ДР в св язи с прокладкой многих тысяч километров алюминиевых проводов и соединений их с контактными зажимами без дополнительных пружинных деталей, показали, что эти зажимы безотказно работают в диапазоне температур от —15 до +120° С.
Практически проблема применения алюминия в светотехнической арматуре сводится к определению возможности присоединения алюминиевых проводов электропроводки к арматуре.
Для получения необходимого контакта предъявляются определенные требования к механической прочности алюминиевых проводов, применяемых в электропроводке. Так, по нормам ГДР предел прочности на растяжение у алюминиевой проволоки должен быть 13— 17 кгс/мм 2 , а в ЧССР установлена величина 9—13 кгс/мм2. Чем. меньше предел прочности у алюминиевого провода, тем лучше для соединения его с арматурой. Так как у медных проводов предел прочности на растяжение составляет примерно 25 кгс/мм 2 , т. е. гораздо выше, чем у алюминиевого провода, прижимное натяжение зажимов для присоединения алюминиевого провода должно быть ниже, чем для медного.
Так как алюминий на воздухе быстро покрывается оксидной пленкой с малой электропроводностью, при присоединении его необходимо с алюминиевых шин снимать оксидную пленку стальной щеткой или напильником, смазанным вазелином, а алюминиевая проволока должна быть очищена от оксидной пленки и дополнительно смазана бескислотным вазелином. Детали из меди или латуни, применяемые в светотехнической арматуре, для соединения с алюминием должны дополнительно защищаться цинком, кадмием, никелем или оловом. Стальные детали должны быть оцинкованы или кадмированы .
Рассмотрим особенности различных видов зажимов в светотехнической арматуре.
Наиболее распространены зажимы с закреплением провода под головкой винта. Особое значение приобретает качество присоединительного винта. Головка винта не должна быть эксцентрична, закруглена или скошена, что может привести к недостаточным зажимным соединениям. Надежное подключение алюминиевого провода будет только в случае возможно полного перекрытия прижимной поверхностью головки винта.
Надежность закрепления алюминиевого провода и хороший контакт могут быть достигнуты применением рифления поверхности прилегания в зажиме.
При применении зевообразиых и щлицевых зажимов или зажимов с втулкой необходимо, чтобы вставленные В эти Зажимы нетеряемые прижимающие детали имели по возможности большую прижимающую поверхность и ровное основание, к которому прижимается алюминиевый провод. Эти зажимы особенно пригодны для сечений проводов до 6 мм 2 . У соединительных зажимов для нескольких проводов ширина шлица всегда должна быть достаточной для создания взаимного прижимания проводов, что достигается расположением проводов вертикально или в крайнем случае под острым углом один на другом. Во всех других случаях наблюдается слишком большое падение напряжения.
Болтовые присоединительные зажимы должны закреплять провода при помощи гайки и контргайки, а провод следует помещать между прокладочными шайбами.
При любом соединении по нормам, принятым в ГДР, падение напряжения на каждом контактном переходе не должно превышать 7 мв . В случае присоединения нескольких проводов допускается падение напряжения в зависимости от количества включенных последовательно контактных переходов, кратное 7 мв .
Многочисленные исследования, проведенные в ГДР на различных типах зажимов и в различной арматуре, показали, что значения падения напряжения после 10 и 25-кратного нагревания, а также по истечении 6 лет эксплуатации не превысили допустимого значения.
Опыт эксплуатации показывает также, что светотехническая арматура гораздо чаще выходит из строя не из-за повреждения установленных в них присоединительных зажимов с алюминиевыми проводами, а совсем по другим причинам.
Особое внимание должно быть уделено монтажу алюминиевых проводов с арматурой. Очистка провода должна производиться непосредственно перед самым монтажом. Для обработки алюминия следует применять инструмент, который перед этим не применялся для чистки меди или других металлов, в противном случае инструмент должен быть тщательно очищен перед работой с алюминием.
Стеклянная или наждачная бумага (шкурка) не должна применяться для очистки алюминия, так как остатки их абразивных веществ повышают переходное сопротивление соединения.
Алюминиевые провода лучше всего чистить ножом с таким нажимом, чтобы нож снимал тонкие стружки. До вычищенных поверхностей и деталей зажимов не следует касаться рукой. Немедленно после очистки контактные поверхности следует смазать нейтральным техническим вазелином или специальной контактной пастой, состоящей из технического вазелина, смешанного в определенных соотношениях с острогранными опилками. Контактная паста защищает соединение от доступа воздуха, а металлические опилки разрушают под влиянием нажима поверхностную окись алюминиевого провода и контактных деталей зажима как при первом подключении провода, так и в течение эксплуатации при тепловом расширении провода.
Нажимные винты зажимов следует затягивать с определенным моментом затяжки. В ЧССР приняты согласно существующему стандарту величины моментов затяжки, приведенные в табл. .15-1.
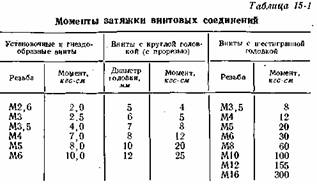
Указанные в табл. 15-1 моменты, естественно, могут распространяться не только на светотехническую арматуру, но и на другие виды изделий с зажимами, подобными применяемым в светотехнической арматуре.
Известного уплотнения провода и снижения его предела текучести можно добиться тем, что нажимной винт зажима затягивается сначала большим моментом, чем это предписывает табл. 15-1, затем несколько вывертывается и снова затягивается, предписанным моментом. В случае применения зажимов со сравнительно небольшим контактным давлением чехословацкие специалисты рекомендуют провод вне зажима предварительно сплющить на 20—30% своего диаметра, после чего очистит! и подключить к зажиму. Этой простой деформацией в холодном состоянии достигается повышение предел; сжимаемости и снижается склонность к текучести.

