

Алюминий в электротехнике |
Провода для воздушных линий электропередач
Одной из важнейших областей применения алюминия в электротехнике является его использование для проводов воздушных линий электропередач. Провода для воздушных линий переда ч в СССР выпускаются следующих марок: А (алюминиевые), АС (сталеалюминиевые ), АСО (сталеалюминиевые облегченной конструкции) и АСУ (сталеалюминиевые усиленной конструкции).
Провода марки АСО и АСУ отличаются от провода марки АС соответствующего сечения конструктивно, например провода марки АС сечением 400 мм 2 имеет следующую конструкцию: 28Х Х4.24+19X2,2 (т.е. 28 алюминиевых проволок диаметром 4,24 мм и 19 стальных проволок диаметром 2,2 мм). Конструкция провода марки АСО того же сечения состоит соответственно из 54X3,04 + 7X3,0, а марки АСУ 30X4,12+19x2,5. В результате расчетная масса воздушных проводов сечением400 мм 2 составляет для марки АС— 1 660 кг/км, АСО — 1501 кг/км, АСО —1840 кг/км.

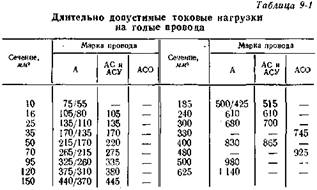
В соответствии с ГОСТ 839-59 эти провода выпускаются с сечением токопроводящей алюминиевой части от 10 до 700 мм2, причем провода марки А имеют сечения от 16 до 600 мм2, АС—от 10 до 400 мм?, АСО —о т 150 до 700 мм2, АСУ —от 120 до 400 мм2. Алюминиевые и сталеалюминиевые провода являются многопроволочными (рис. 9-1).
Алюминиевая проволока, применяемая для воздушных проводок, должна быть твердой и соответствовать требованиям, предъявляемым к проволоке марки AT. В сталеалюминиевых проводах марок АС, АСУ и АСО сердечник изготовляется из стальных оцинкованных проволок "с пределом. прочности не менее 120 кгс/мм2. Предел прочности сталеалюминиевых проводов определяют по формуле

 — площадь сечения стальной части провода, мм2.
— площадь сечения стальной части провода, мм2.
Скрутка повивов проволоки производится в противоположные стороны, причем наружный повив должен быть правым. Многопроволочный стальной сердечник покрывается слоем нейтральной смазки. Шаг скрутки для стального сердечника равен 16—25 диаметрам по скрутке, внутреннего повива — не более 18, наружного повива — не более 15 диаметров по скрутке. Шаг скрутки одноповивных алюминиевых и сталеалюминиевых проводов сечением 10—95 мм 2 должен быть не более 20 диаметров по скрутке.
Для оценки сечения стального сердечника можно от метить, что для проводов с сечением алюминиевой части 400—700 мм 2 сечение стального сердечника составляет около 50—80 мм2. Рабочая плотность тока в алюминиевой части провода находится в пределах 1,8—2,5 а/мм 2 .
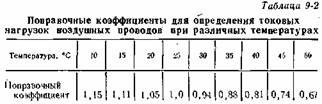
Длительно допустимые токовые нагрузки на провода марок А, АС, АСУ и АСО приведены в табл. 9-1. При расчете предельная температура нагрева принималась равной 70° С , температура окружающего воздуха 25° С. Для определения токовых нагрузок при других температурах окружающего воздуха необходимо применять поправочные коэффициенты, приведенные в табл. 9-2.
В будущем найдут применение воздушные провода увеличенного диаметра.
С целью снижения потерь на корону для напряжений, превышающих 220кв, приходится выбирать провода большего сечения по сравнению с оптимальным , что ухудшает экономические показатели линий электропередачи и снижает эффективность применения высокого напряжения. Особенно важной становится эта проблема при напряжениях 500—750 кв.
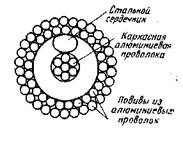
Для увеличения наружного диаметра при сохранении сечения для воздушных проводов применяют каркасные спирали различных типов. На рис. 9-2 показана конструкция полого провода с центральной спиралью из стальной проволоки, поверх которого наложены повив из чередующихся стальных и алюминиевых проволок диаметром 3,5 мм. и два повива алюминиевых проволок диаметром 4,5 мм. Наружный диаметр провода равен 50 мм, а сечение алюминиевой части составляет около 1 100 мм 2 . Такой провод используется для линии электропередачи напряжением 380 кв в Италии, причем трасса линии проходит в горах и над морем.



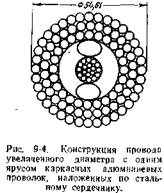
На рис. 9-3—9-5 показаны другие конструкции проводов, позволяющие увеличивать его наружный диаметр. На рис. 9-3 показан провод, подвешенный на двух участках линии передачи 345 кв Биг Эдди-Мак Лафлин в США, внутренний повив которого состоит из чередующихся стальных и алюминиевых проволок. Прочный внутренний свод образуется во время скрутки провода в коническом ниппеле со вставленным в него коническим сердечником, причем проволоки сжимаются по окружности до образования впадин па мягких проволоках из алюминий. Конструкции, показанные на рис. 9-4 и 9-5, имеют соответственно один и два яруса каркасных алюминиевых проволок, наложенных по стальному сердечнику.
Из отечественных проводов увеличенного диаметра следует ОТМ е - Рис, 9-6. Конструкция провода марки тить провода марки АСОД.
АСОД, имеющие конструкцию с одной каркасной проволокой по стальному сердечнику (рис. 9-6). Провод предназначен для подвески на опытном участке воздушной линии электропередачи 750 кв Конаково — Москва и имеет отношение сечений алюминиевой и стальной части, равное 8. Два варианта конструкций провода марки АСОД имеют сечения алюминиевой части 400 и 600 мм 2 и соответственно наружный диаметр 33,1 и 41,3 мм.
Изготовление сталеалюминиевых проводов с увеличенным диаметром производится на обычной четырех-фопарной крутильной машине с дополнительным приспособлением для наложения каркасной алюминиевой проволоки на стальной сердечник, расположенный между вторым и третьим фонарями крутильной машины.
Неизолированные провода находят широкое применение при монтаже подстанций. Для уменьшения потерь при передаче энергии в линии обычно используется расщепление фаз, которое, однако, не связано с изменением конструкции применяемых проводов.
К сталеалюминиевым проводам для воздушных линий передач, выпускаемым по канадскому и британскому стандартам, а также >в соответствии с рекомендациями МЭК, предъявляются повышенные требования в части механических характеристик стальной и алюминиевой проволоки и качества цинкового покрытия стальной проволоки. Ниже рассматриваются основные требования к сталеалюминиевым проводам, регламентируемые спецификацией МЭК.
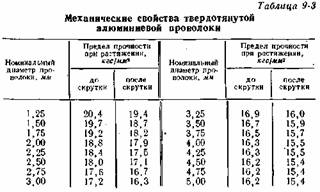
Применяемая для сталеалюминиевых проводов алюминиевая проволока диаметром менее 2,5 мм не должна иметь отклонений по диаметру более ±0,025 и +1% дли проволоки диаметром 2,50 мм и выше. Механические свойства применяемой твердотянутой проволоки должны соответствовать данным табл. 9-3.
В сталеалюминиевых проводах допускается сращивание отдельных алюминиевых проволок. В готовом скрученном проводе два таких сращивания должны встречаться не чаще, чем через 15,2 м. При этом не учитываются места соединений, которые имеются в алюминиевой катанке до волочения.
Соединение алюминиевой проволоки может выполняться как электросваркой, так и холодной сваркой под давлением. Места соединений могут иметь пониженные механические характеристики по сравнению с приведенными в табл. 9-3. Удельное электрическое сопротивление алюминиевой проволоки должно быть не более 0,028264 ом мм2/м при 20° С , плотность — не более 2,703 г/см3, коэффициент линейного расширения — 23Х10-6 1/град. Температурный коэффициент электрического сопротивления принимается равным 0,004031/град.
Оцинкованная стальная проволока не должна иметь отклонений от номинального диаметра более чем на ±0,04 мм для проволоки диаметром менее 2,00 мм и ±2% для проволоки диаметром 2,00 мм и более. Диаметр проволоки замеряется по цинковому покрытию. Цинковое покрытие на стальную проволоку может наноситься как горячим, так и электролитическим способом.
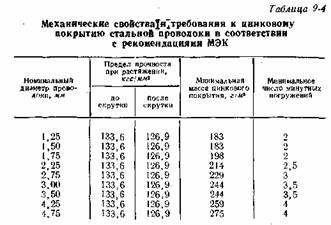
Требования к механическим свойствам и цинковому покрытию стальной проволоки приведены в табл. 9-4.
Для определения массы цинкового покрытия на образце проволоки применяется раствор, образующийся путем добавления 5 мл раствора хлористой сурьмы на каждые 100 мл соляной кислоты.
Температура раствора для снятия цинкового покрытия не должна превышать 38° С.
Для определения предельного числа погружений, определяющего равномерность цинкового покрытия на стальной проволоке, применяется раствор 36 массовых частей кристаллов промышленного купороса в 100 частях дистиллированной воды, смешанных с порошком гидроокиси меди. Наличие излишка гидроокиси меди определяется по осадку на дне сосуда, в котором происходит смешение. Плотность раствора должна быть равна 1,186 при 18° С. Образцы предварительно очищенной от загрязнений стальной оцинкованной проволоки помещаются в раствор на 1 мин. Число одноминутных погружений определяется минимальной толщиной цинкового покрытия. Как только цинковое покрытие растворяется, на стали появляется отложение меди, что и является критерием окончания испытаний. Чем большее число погружений в испытательный раствор выдерживает образец проволоки, тем больше толщина И равномерность цинкового покрытия.
Одним из важнейших испытаний цинкового покрытия стальной проволоки является испытание на адгезию. При этом испытании стальная оцинкованная проволока навивается восьмью витками на цилиндрический стержень с диаметром в 4 раза большим диаметра проволоки, если диаметр проволоки равен 3,5 мм или меньше, и в 5 раз большим диаметра проволоки, если диаметр проволоки превышает 3,5 мм.
В процессе испытаний цинковое покрытие не должно растрескиваться или отслаиваться.
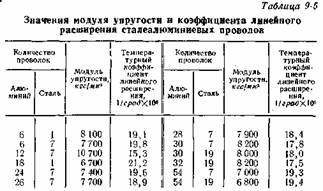
Для справочных целей в рекомендации МЭК приводятся усредненные значения модуля упругости и коэффициента линейного расширения сталеалюминиевых проволок (табл. 9-5).
 1/град).
1/град).
В условиях агрессивной атмосферы или атмосферы с повышенной влажностью возможна быстрая коррозия алюминиевых и сталеалюминиевых проводов воздушных линий электропередач (ЛЭП). Так, в результате обследования ЛЭП, расположенных в открытом море и в прибрежной полосе вблизи Баку, установлено, что сталеалюминиевые провода полностью выходят из строя в течение 4— 8 лет из-за интенсивной коррозии.

Для повышения срока службы сталеалюминиевых проводов в подобных условиях на поверхность стального сердечника, а также по повивам алюминиевой проволоки наносится специальная защитная смазка. Пропитка и покрытие проводов защитной смазкой достигаются простым погружением провода в защитную смазку или, поливкой. В качестве смазки в СССР рекомендуются ингибированные углеводородные смазки, полученные на основе сернокислотного петролатума из нефти и церезина с температурой каплепадения выше 65—80°С.
Основными причинами ускоренного разрушения сталеалюминиевых проводов, помимо неблагоприятных климатических факторов является контактная коррозия алюминиевых и стальных проволок и щелевая коррозия алюминиевых проволок в местах касания. Поэтому кроме пропитки и покрытия проводов различными смазками, предпринимаются также другие меры для повышения коррозионной стойкости проводов. Так, американская фирма Copperweld Steel разработала провода с биметаллическим сердечником или из биметаллических проволок (рис. 9-7). Биметаллическая проволока состоит из высокопрочного стального сердечника, поверх которого наносится алюминий (25% общего сечения проволоки). В СССР изготовляется биметаллическая проволока сталь — алюминий методом порошковой металлургии.
В Японии в свое время были разработаны провода, состоящие из стальных титанированных проволок. Несмотря на более высокую стоимость, такие провода в ряде случаев экономичны, так как имеют очень высокую коррозионную стойкость и обеспечивают по сравнению со сталеалюминиевыми меньший провес, в результате чего количество опор может быть уменьшено на 25—30%.
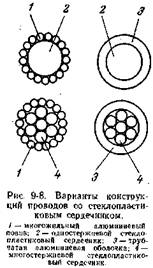
Весьма перспективными для эксплуатации в агрессивных атмосферах являются воздушные провода, у которых стальной сердечник заменен стеклопластиковым стержнем, сформированным из параллельных вытянутых нитей, пропитанных связующим. Стеклопла-стиковый сердечник имеет временное сопротивление разрыву 130—145 кгс/мм 2 , т. е. практически не уступает по этому показателю стали. Использование стеклопластика в сталеалюминие-вых проводах позволяет: 1) устранить контактную коррозию в системе повив— сердечник; 2) вдвое увеличить диаметр сердечника в связи с меньшей плотностью стеклопластика по сравнению со сталью (в 4 раза) и в связи с этим повысить механическую прочность провода в целом при сохранении массы погонного метра сталеалюминиевого провода соответствующего сечения; 3) снизить потери на корону и индуктивное сопротивление ЛЭП вследствие увеличения диаметра сердечника и всего провода в целом.
Возможные варианты конструкций проводов со стеклопластиковым сердечником показаны на рис. 9-8. По своим характеристикам описанные провода приближаются к полым проводам, так как наличие стального сердечника в обычных сталеалюминиевых проводах уменьшает равномерность токораспределения за счет эффекта вытеснения тока и приводит к появлению потерь, связанных с гистерезисом.
Одним из направлений в решении задачи повышения коррозионной стойкости проводов для воздушных ЛЭП является создание сплавов алюминия, которые при достаточно высокой электрической проводимости имели бы высокие механические характеристики, позволяющие
отказаться от применения стального сердечника и уменьшить массу провода при сохранении необходимой проводимости. Такие провода выпускаются за рубежом. Они имеют механические свойства, лучшие по сравнению с алюминиевыми проводами, и, следовательно, обеспечивают надежность в эксплуатации.
В качестве алюминиевых сплавов для проводов воздушных ЛЭП являются тройные сплавы системы Al —Mg —Si . Одним из наиболее распространенных алюминиевых сплавов подобного типа
является сплав Алдрей , имеющий следующий примерный состав: Si (0,5—0,6%); Mg (0,3—0,5%); Fe (0,3%).
Высокая механическая прочность проволоки из сплава Алдрей достигается путем термической и холодной обработки. В отожженном состоянии сплав Алдрей имеет предел прочности 12—13 кгс/мм 2 , после закалки прочность повышается до 17—20 кгс/мм2 при удлинении не более 20%. Механическая прочность проволоки из Алдрея может быть доведена до 30—36 кгс/мм2 при удлинении 5—8%. Удельное электрическое сопротивление Алдрея 0,0315—0,033 ом-ммг /м.
Широкое распространение за рубежом, особенно во Франции, получил другой высокопрочный алюминиевый сплав — Альмелек , имеющий следующий состав: Mg — 0,7%; Si —0,6%, остальное — алюминий. Предел прочности этого сплава составляет 33—35 кгс/мм 2 при относительном удлинении, превышающем 3%. Эти характеристики достигаются путем соответствующей термической обработки. Провода, изготовленные из сплава Альмелек , имеют такие же характеристики, как и сталеалю-миниевые провода эквивалентного сечения, а их изготовление осуществляется за одну операцию вместо двух. Применение сплава Альмелек во Франции для воз-
душных ЛЭП составляет около 70 000 т в год. Для обеспечения высокой повышенной механической прочности за рубежом выпускаются также провода типа сталь —Альдрей или сталь —Альмелек .
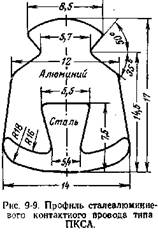
С целью экономии меди взамен медных сплавов для троллейных проводов в СССР недавно начали выпускать профильные сталеалюминиевые провода типа ПКСА (рис. 9-9). Верхняя часть профиля, выполненная из алюминия, является токоведущей; нижняя, стальная, защищает алюминий от износа и придает проводу необходимую механическую прочность.

