Алюминий в электротехнике |
Соединение и оконцевание алюминиевых жил кабелей
Соединение и оконцевание алюминиевых жил кабелей может производиться сваркой, пайкой или опрессованием , однако при любом из этих методов электрическое сопротивление места соединения или оконцевания кабелей должно быть равно или ниже электрического сопротивления нормальной жилы кабеля на участке одинаковой длины, а механическая прочность должна составлять не менее 70% механической прочности жилы кабеля.
Наиболее совершенным и экономичным способом соединения и оконцевания кабелей с алюминиевыми жилами является сварка. Она обеспечивает хороший электрический контакт и высокую механическую прочность и устойчивость, кабеля при токах короткого замыкания.
До последнего времени при монтаже кабелей использовались бездуговая электрическая сварка методом контактного разогрева и газовая сварка. Эти виды сварки основаны на выделении тепла при контактном разогреве угольного элекрода и сгорании горючих газов в смеси с кислородом.
При электросварке используется сварочный трансформатор с вторичной обмоткой на напряжение 8 — 9 а мощностью 1—2 квт. При газовой сварке горелка присоединяется к баллону с кислородом и баллону с пропан-бутаном или ацетиленовому газо генератору , либо к бачку с бензином.
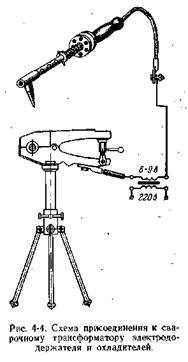
Сварочные соединения осуществляются в формах из стали , которые соответствуют поперечному сечению проводника. Перед насаживанием формы па соединяемый проводник она покрывается внутри кокильной краской или мелом для того, чтобы после окончания сварки форма легко отделялась от проводника. Защита изоляции от перегрева при сварке производится специальными охладителями, отводящими основную часть тепла, выделяемого при сварке. Охладители, используемые при электросварке, выполняют также функцию контактных зажимов, подводящих варочный ток к жилам (рис. 4-4).
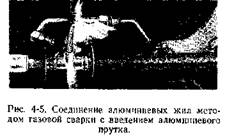
При базовой сварке охладители осуществляют защиту изоляции от непосредственного действия пламени (рис. 4-5).
При сварке обязательно применяется флюс, который переводит окись алюминия в легкие шлаки, защищающие место сварки от окисления и предохраняющие шов от засорения окисью алюминия, которая, обладая большой плотностью, легко смешивается с чистым алюминием. Флюс должен иметь температуру плавления более низкую, чем алюминий, и быть легче расплавленного металла чтобы, поднимаясь на поверхность металла, удалять с собой окислы.
Обычно в качестве флюсов используются смесь хлористого калия, хлористого атрия и (криолита или смесь первых двух компонентов с хлористым барием и фтористым натрием. Перед сваркой порошок флюса разводится одой до консистенции сметаны; приготовленным составом обмазывают торцы жил.
Сварка производится в два приема: сначала торцы жилы оплавляются в монолитный стержень, а затем оплавленные торцы двух жил соединяются между собой, в открытой форме. При электросварке конец угольного электрода плотно прижимается к торцу жилы до появления очага плавления,. после чего электрод медленно перемещается по торцу жилы, расплавляя последовательно все проволоки жилы. При газовой сварке сначала прогревается верхняя часть формы до вишнево-красного цвета, а затем пламя переносится на торец жилы. Расплавленный алюминий перемешивается концом угольного электрода или стальной мешалкой. Форма заполняется алюминием из присадочного алюминиевого прутка доверху, после чего электрод или пламя горелки отводится и процесс оплавления торца заканчивается. Жилы с оплавленными торцами устанавливаются в горизонтальном положении и на них в месте предполагаемого соединения крепятся проволочными бандажами открытые стальные формы.
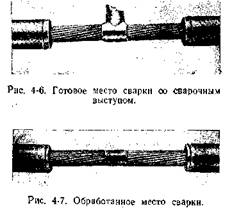

Между торцами жил образуется зазор, равный половине диаметра свариваемых жил. Торцы жил смазываются флюсом, а изоляция жил защищается подмоткой из асбеста и охладителем, как описано выше. Соединение торцов жил производится так же, как и их оплавление. Готовое место сварки со сварочным гратом и это же место после удаления грата показаны на рис. 4-6 и 4-7. Аналогичным образом производится оконцевание многопроволочпых алюминиевых жил кабелей с применением литых наконечников. Торцовая поверхность проволок жилы и сварочный насадок кабельного наконечника соединяются при помощи наварки гребня с легким перемешиванием расплавленного металла. Наваренный на алюминиевую жилу кабельный наконечник показан на рис. 4-В.
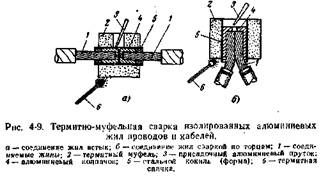
Применение электросварки и газовой сварки затруднено в полевых условиях и при сварочных ремонтных работах, так как в этих условиях может отсутствовать электроэнергия, а газовая сварка требует громадного и сложного оборудования. Эти затруднения исключаются при применении термптно-муфельной сварки, которая одновременно обеспечивает высокое качество соединения. Термитно-муфельная сварка выполняется в стальных или угольных цилиндрических формочках (кокилях), предотвращающих растекание расплавленного металла. Формочки разогреваются теплотой, выделяющейся при сгорании цилиндрических муфелей, спрессованных из термитной смеси. Па рис. 4-9 показана схема, иллюстрирующая процесс термитно-муфельной сварки Концы жил после зажигания термитных муфелей расплавляются, а в формочку вводится присадочный алюминиезый пруток через литниковое отверстие.
Поджигание термитных (Муфелей производится специальными спичками, обеспечивающими температуру, необходимую для загорания термитной смеси (около 1 000°С). Эти спички могут гореть на ветру.
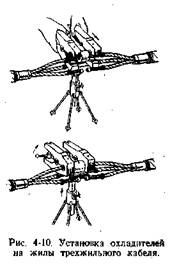
Для защиты изоляции кабелей и проводов от перегрева при сварке применяют охладительные колодки (клещи), плотно охватывающие оголенные участки жил между местом сварки и срезом изоляции. Установка охладителей (показана на рис. 4-10. Между охладителями и термитным муфелем устанавливают асбестовые экраны, а жилы, не подвергающиеся сварке, защищаются от искр поливинилхлоридными трубками и поверх них асбестовым полотном или асбестовым картоном. После окончания сварки муфель скалывают при помощи зубила и удаляют кокиль отгибанием в сторону его краев. Литниковую прибыль спиливают, а место сварки зачищают напильникам.
Соединение алюминиевых жил пайкой происходит за счет расплавления присадочного материала (припоя), имеющего температуру плавления ниже температуры плавления алюминия. Расплавление припоев производят с помощью пропан-бутаповых горелок или паяльных ламп. Пайку алюминиевых жил производят с предварительным облуживанием жил и последующим наплавлением припоя непосредственно в форму или наконечник (при оконцевании ). Пайку можно производить и без предварительного облуживания, но с поливом расплавленного припоя в форму.
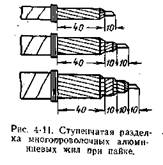
При соединении многопроволочных алюминиевых жил с предварительным облуживавием и наплавлением припоя в форме с соединяемых кабелей на определенной длине снимают изоляцию, а жилу разделывают ступенями (рис. 4-11). При этом секторным мпогопроволочным жилам с помощью универсальных плоскогубцев придают круглую форму. Края изоляции жил обматывают несколькими витками асбестового шнура; если производят соединение или оконцевание кабеля с бумажно-пропитанной изоляцией, с поверхности жилы тканью, смоченной в бензине, удаляют пропиточный состав.
Облуживание ступенчатого конца жилы производят следующим образом.
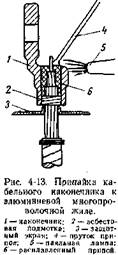
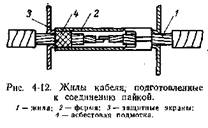
Сначала горелкой. или паяльной лампой алюминиевую жилу прогревают до начала плавления припоя; затем в пламя вводят пруток припоя, а припой наносят на всю поверхность жилы при одновременном тщательном растирании стальной кисточкой. После обслуживания концы жил укладывают в стальные формы с предварительной подмоткой асбестового шнура у предполагаемых краев формы (рис. 4-12). Па жилы с обеих сторон формы надевают защитные экраны для предохранения изоляции от пламени. При сведении жил больших сечений устанавливают дополнительные охладители. Затем форму прогревают, и, в пламя вводят пруток припоя, который, расплавляясь, заполняет форму до верха. Расплавленный припой перемешивают и удаляют шлаки. Пламя удаляют, припой уплотняют легким постукиванием по форме. После снятия формы застывшее соединение опиливают. Аналогичным образом производят напайку кабельных наконечников (рис. 4-13). Описанный способ применяется при соединении, ответвлении и оконцевании многопроволочных алюминиевых жил сечением до 150 мм 2 .
При соединении, ответвлении или оконцевании одноироволочных алюминиевых жил сечением 70—420 мм 2 (для сечений 15-50 мм2 используется пайка в медных гильзах), а также многопроволочных жил сечением до 240 мм2 используется пайка путем полива припоем, предварительно расплавленным в тигле или ковше. В качестве припоя можно использовать цинко-оловянистые или цинко-алюминиевые припои. Тигель с припоем предварительно нагревают до температуры 660С (температура определяется путем погружения в припой алюминиевой проволоки, которая при этом начинает плавиться). Подготовка жил производится так же, как и при способе пайки с предварительным облуживанием, однако в данном случае допускается обрезание ножовкой концов жил в стальных шаблонах под углом 55°.
Полив расплавленным припоем продолжают до расплавления торцов соединяемых жил, но длительность пайки в форме не должна превышать 1—1,5 мин. При скошенных концах жил с их поверхности под слоем припоя, удаляют пленку окиси с помощью скребка. Припой после остывания дает усадку, поэтому во избежание образования раковин производят доливку припоя до затвердевания его верхнего слоя.
Примечание. Применение опрессоваиия для соединения в муфтах алюминиевый жил кабелей для электростанций с агрегатом 50 Мва и более, районных подстанций и кабельных сетей энергосистем городов республиканского, краевого, областного, окружного подчинения, а также для кабелей, прокладываемых в туннелях, ограничивается напряжением до 1 кв включительно.
Технология соединения алюминиевых и медных жил принципиально не отличается от описанной выше, но соединение производится пайкой в медных гильзах, луженных припоем ГЮС-30.
Приемлем способ соединения алюминиевых жил опрессованием. В основу опрессования положен принцип местного вдавливания трубчатой части наконечника (при оконцевании ) ила соединительной гильзы (при соединении). При опрессовании за счет уплотнения проволок жилы образуется надежный электрический контакт, качество которого в значительной мере зависит от чистоты поверхности жилы и внутренней поверхности гильзы. Для разрушения пленки окиси в процессе опрессования применяется кварцевазелиновая паста.
Различают два вида апрессования: оплошное обжатие и местное вдавливание. При оплошном обжатии деформированная поверхности охватывает почти всю цилиндрическую часть наконечника или гильзы. В случае местного вдавливания создаются углубления (лунки) с большим удельным давлением на сравнительно небольшой пощади. Для алюминиевых жил рекомендуется применять способ оплошного обжатия.
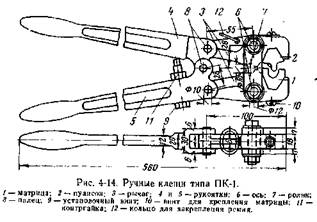
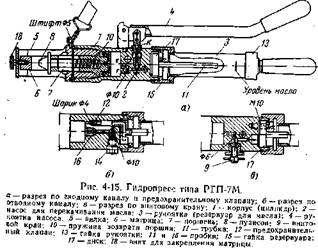
Для апрессования применяются ручные клещи, ручные механические и гидравлические прессы, гидравлические прессы с электроприводом, в которых устанавливаются сменные пуансоны и матрицы в зависимости от сечения и конструкции жил. Ручные клещи (рис. 4-14) обычно применяют для опреосавания жил малых сечений. Для опреосования практически любых сечений можно использовать гидропресс, показанный та рис. 4-15.
Перед опрессованием алюминиевые жилы кабеля зачищают до металлического блеска щеткой из кардоленты и смазывают кварце-вазелиновой пастой. При оконцевании, если наконечники заполнены пастой, предварительную смазку жил не производят.
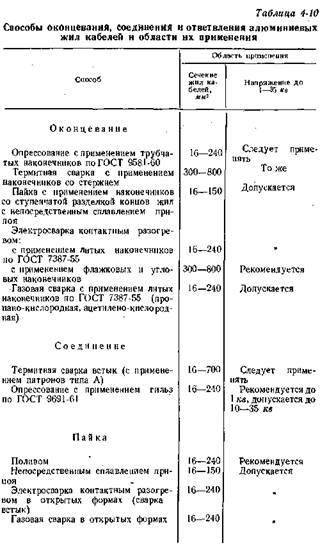
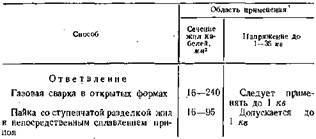
Различные способы оковцевания , соединения и ответвления алюминиевых жил кабелей приведены в табл. 4-10.