

Алюминий в электротехнике |
Методы соединения кабелей и проводов с алюминиевыми жилами
Методы соединения алюминиевой проволоки
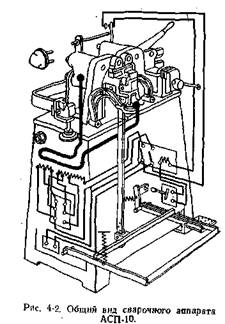
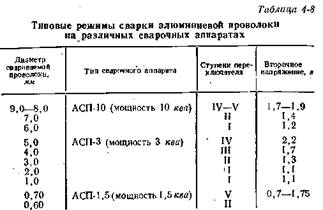
Соединение алюминиевой каталки при грубом волочении производится аваркой яла пайкой. Наибольшее применение находит сварка, так как она не требует применения специальных припоев и отличается меньшей продолжительностью. Для сварки на кабельных заводах в основном применяются стыковые электросварочные аппараты типа АОП, а также DSTO (производство ГДР). Общий вид сварочного аппарата АСГТ-10 показам на рис. 4-2. Вторичная обмотка трансформатора сварочного аппарата соединена с губками зажимов для крепления концов свариваемой проволоки. При аккуратном обрезавши концов. свариваемой проволоки и их сближении вторичная обмотка сварочного трансформатора замыкается. По свариваемой проволоке проходит ток, разогревает ее до температуры, близкой к температуре плавления, в результате чего концы проволоки свариваются. Типовые режимы сварки алюминиевой проволоки приведены в табл. 4-8.

Пайка для соединения алюминиевой катанки и проволоки применяется редко, в основном для соединения проволоки крупных сечений. В этих случаях применяются специальные припои, обеспечивающие разрушение окисной пленки на поверхности алюминия.
Для соединения алюминиевых круглых и прямоугольных проводников на электромашиностроительных предприятиях довольно широко используется метод так называемой холодной сварки, основанной па совместной пластической деформации соединяемых проволок. Сварка в этом случае производится при нормальной и даже отрицательной температуре. Важнейшими преимуществами холодной сварки являются отсутствие нагрева, малая энергоемкость и простота. Концы. соединяемой проволоки для обеспечения высокого качества соединений должны быть тщательно очищены от загрязнений. При непрерывных скоростных технологических процессах, таких, например, как волочение алюминиевой проволоки, необходимая очистка приволоки от загрязнений и холодная сварка иногда требуют большего времени, чем обычная сварка. Поэтому холодная сварка алюминия на кабельных заводах не получила распространения, хотя необходимое оборудование для этих целей было разработано (рис. 4-3). Для холодной сварки алюминиевых приводов между
собой и с медными проводами в ВНИИЭСО разработана серия стыковых машин, с помощью которых обеспечивается соединение проводников о диапазоне сечений, указанном о табл. 4-9. Такие машина успешно эксплуатируются.

Для соединения алюминиевых проводников диаметром менее 0,5 мм представляет интерес ультразвуковая сварка и ультразвуковая пайка.
Ультразвуковая сварка осуществляется следующим образом. Механические колебания ультразвуковой частоты от ультразвукового генератора, например УЗГ-10, передаются от магнитострикционного преобразователя через концентратор и инструмент к свариваемым образцам. В результате этого на контактных поверхностях свариваемых образцов создается внешнее трение, что приводит к разрушению окисных пленок и выделению тепла. Одновременно разрушаются загрязнения, имеющиеся на поверхности проволоки; отсюда следует, что при ультразвуковой сварке подготовка контактной поверхности к сварке может быть упрощена. Для удаления разрушающейся пленки окислов попользуется сдавливающее усилие и дополнительные тангенциальные усилии , т. е. ультразвуковая сварка представляет собой как бы сочетание элементов холодной сварки и сварки трением с наложением ультразвуковых колебаний.
Ультразвуковая пайка отличается от ультразвуковой сварки в принципе только тем, что после разрушения окисной пленки при воздействии ультразвуковых колебаний производится облуживапие соединяемых проволок, их скручивание и последующая пайка.

