

Безопасность при работе на станках |
Сверлильные станки
Изучение закономерностей формообразования потока стружек и пыли кинофотометодом производилось при сверлении заготовок из серого чугуна, латуни ЛС-59-1, графита и стеклотекстолита на одношпиндельном вертикально-сверлильном станке с подачей сверла сверху вниз и при сверлении серого чугуна специальной одно-шпиндельной сверлильной головкой с подачей сверла снизу вверх, а также справа налево при его горизонтальном положении.
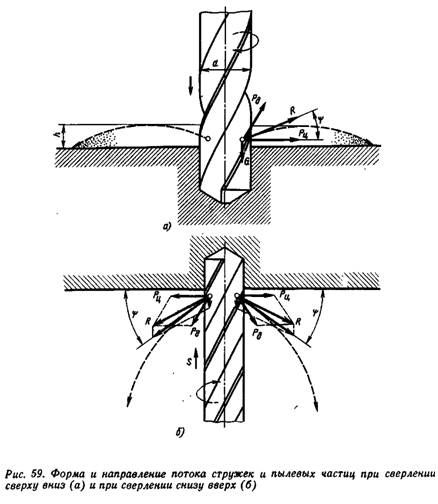
Как показали экспериментальные исследования, при сверлении заготовок спиральными сверлами с подачей сверла вертикально сверху вниз поток стружек в начальный момент имеет воронкообразную форму, которая образуется радиальными параболическими траекториями движения Элементных стружек, выбрасываемых из канавок сверла на поверхность обрабатываемого изделия (рис. 59).
![]() и от характера их взаимодействия на элемент стружки. Величина составляющих сил определяется физико-механическими свойствами обрабатываемого материала и режимами резания, а характер их взаимодействия — направлением подачи (снизу вверх, сверху вниз, горизонтальное). При вертикальной подаче сверла сверху вниз происходит равномерное рассеивание стружек вокруг сверла. При этом стружки и тяжелые пылевые частицы ложатся на участке по форме близкой к окружности.
и от характера их взаимодействия на элемент стружки. Величина составляющих сил определяется физико-механическими свойствами обрабатываемого материала и режимами резания, а характер их взаимодействия — направлением подачи (снизу вверх, сверху вниз, горизонтальное). При вертикальной подаче сверла сверху вниз происходит равномерное рассеивание стружек вокруг сверла. При этом стружки и тяжелые пылевые частицы ложатся на участке по форме близкой к окружности.
По мере накопления стружек на поверхности обрабатываемого изделия дальность полета следующих стружек сокращается, а пространство между начальной траекторией полета стружек и горизонтальной поверхностью обрабатываемого изделия заполняется стружками и крупными пылевыми частицами от периферии к центру. Высокодисперсная пыль рассеивается токами воздуха по производственному помещению.
![]() значительно больше, чем в предыдущем.
значительно больше, чем в предыдущем.
![]() , под которыми вылетают стружки, образующие круговой поток.
, под которыми вылетают стружки, образующие круговой поток.
Все три рассмотренные нами случая формообразования потоков стружек, образующихся при сверлении хрупких материалов, имеют некоторые общие особенности, которые должны быть учтены при решении проблемы удаления стружек и пыли от сверла: поток стружек в начальный момент движения является всегда круговым по отношению к сверлу; траектории полета отдельных стружек, образующие поток, близкий к параболе; в начальный момент движения поток стружек всегда отклонен от поверхности обрабатываемого изделия при современных режимах резания на значительный угол (10—30°).

