

Безопасность при работе на станках |
Фрезерные станки
Форма и направление потока стружек и пылевых частиц при фрезеровании хрупких материалов (серого чугуна, хрупкой бронзы, алюминиевых сплавов, графита, текстолита, стеклопластика) изучались также с помощью скоростной киносъемки при фрезеровании указанных материалов дисковыми, цилиндрическими и торцевыми фрезами на горизонтально- и вертикально-фрезерных станках. Была поставлена задача на основе указанных исследований разработать принципы и примеры решения пневматических пылестружкоприемников, обеспечиващих не только удаление элементной стружки и пыли, но и ограждение режущего инструмента, т. е. комплексно решить проблему безопасности.
Съемки потока стружек и пылевых частиц на киноленту позволили не только с большой точностью определить его форму и направление, но и наблюдать траекторию полета отдельных стружек, составляющих поток, пульсацию потока, убедиться в том, что начальная скорость элементной стружки близка к скорости резания.
Хотя в формировании потока стружек и пылевых частиц при фрезеровании цилиндрическими, дисковыми и торцевыми фрезами много общего, однако имеют место и некоторые специфические особенности.
Фрезерование цилиндрическими и дисковыми фрезами.
При фрезеровании хрупких материалов цилиндрическими и дисковыми фрезами основной поток стружек и пылевых частиц всегда направлен в сторону вращения фрезы. Только при фрезеровании алюминиевых сплавов отдельные стружки прилипали к зубьям фрезы и отбрасывались в сторону, противоположную направлению основного потока.
При обработке хрупких сильно пылящих материалов, особенно неметаллических (текстолита, графита и др.), зубья фрезы захватывают значительное число пылевых частиц, которые создают облачко под фрезой, загрязняя воздух в зоне дыхания фрезеровщика.
Основной поток стружки и пылевых частиц, образующихся при фрезеровании хрупких материалов цилиндрическими и дисковыми фрезами, имеет в зоне резания форму, приближающуюся к форме клина. Длина острия клина равна ширине фрезерования. Угол клина зависит от физико-механических свойств обрабатываемого материала, геометрических параметров режущего инструмента и режимов резания. В наших опытах он составлял 4—18°.
Угол отклонения основного потока стружек от обрабатываемой поверхности зависит главным образом от глубины резания и характера фрезерования (встречного или попутного).
![]() увеличивается.
увеличивается.
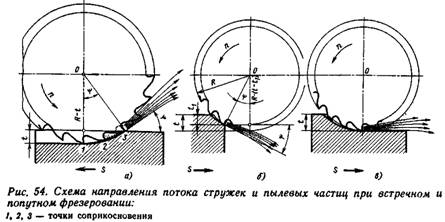
![]() принимает отрицательные значения (рис. 54, б).
принимает отрицательные значения (рис. 54, б).
![]() — радиус фрезы, a t — глубина фрезерования (см. рис. 54, а).
— радиус фрезы, a t — глубина фрезерования (см. рис. 54, а).
В некоторых частных случаях фрезерования полых заготовок дисковыми фрезами, например труб, образуется и одновременно действует несколько потоков стружек и пылевых частиц на входе и выходе фрезы.
![]() (в с) между потоками может быть определена по формуле
(в с) между потоками может быть определена по формуле
![]()
![]() выражается в сотых долях секунды для многозубых фрез.
выражается в сотых долях секунды для многозубых фрез.
Форма и размер стружек, образующихся при фрезеровании хрупких материалов, так же как и при точении, удобны для улавливания и отсоса.
Фрезерование торцевыми фрезами
Изучение особенностей формообразования и направления потоков стружек и пылевых частиц при фрезеровании плоскостей торцевыми фрезами проводилось при обработке серого чугуна, латуни, бронзы, графита, стеклопластика и текстолита. Исследования осуществлялись нами в лаборатории СКБ-1 Минстанкопрома на специальном стенде при фрезеровании чугуна многозубыми фрезами на больших подачах (s — = 1000 мм/мин).
Наблюдения и теоретические обобщения позволили прежде все го составить схему изменения направления потока стружек в плоскости фрезерования при симметричном расположении обрабатываемой поверхности к режущему инструменту. В начальный момент фрезерования, когда фреза только коснулась обрабатываемого изделия, поток стружек направлен почти перпендикулярно к горизонтальной оси фрезы.
При дальнейшем перемещении (подаче) инструмента на изделие (или изделия на инструмент) поток стружки изменяет свое направление и достигает определенной постоянной величины при контакте режущего инструмента со всей поверхностью, подлежащей обработке.
Направление потока стружек и пылевых частиц в плоскости фрезерования при несимметричном расположении обрабатываемой поверхности к режущему инструменту зависит от степени несимметричности и направления подачи (встречная или попутная).
Обобщая многочисленные наблюдения, можно сказать, что поток стружек и пыли направлен по касательной, проведенной через точку выхода резцов из контакта с обрабатываемой поверхностью. При обработке хрупких материалов торцевыми фрезами поток стружек и пылевых частиц в плоскости фрезерования имеет веерообразную форму и является пульсирующим, так же как и при фрезеровании дисковыми фрезами.
Общая круговая схема направления потоков стружек и пылевых частиц в плоскости фрезерования в зависимости от расположения обрабатываемой поверхности к режущему инструменту и направления подачи приведена на рис. 55. Направление потока стружек и пылевых частиц с достаточной точностью для проектирования пневматических приемников может быть определено из зависимости
![]() на ее вертикальную ось симметрии.
на ее вертикальную ось симметрии.
Следует иметь в виду, что при фрезеровании одной фрезой прерывистых поверхностей отделяется несколько самостоятельных потоков, имеющих различные направления.
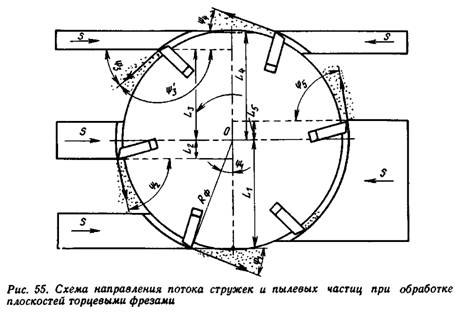

Пользуясь общей круговой схемой образования потоков стружек и пылевых частиц (см. рис. 55), не трудно представить себе и рассчитать направление потоков в плоскости фрезерования при любом случае обработки торцевыми фрезами.

