

Безопасность при работе на станках |
Основы предупреждения травматизма при работе на металлорежущих станках
Производственный травматизм относится к сложным социальным явлениям, причины которого иногда трудно предвидеть во всех деталях в связи с их многогранностью, взаимосвязанностью с непрерывно развивающейся техникой производства, с психофизиологическими особенностями работающих и их психологическим настроем в данный момент. Научно-технический прогресс в станкостроении требует неослабного внимания к вопросам безопасности труда в процессе проектирования станков, а также при организации работы на них.
Травмирующие факторы
При работе на металлорежущих станках могут иметь место травмы, в том числе с тяжелым исходом, связанные с различными факторами (рис. 1).
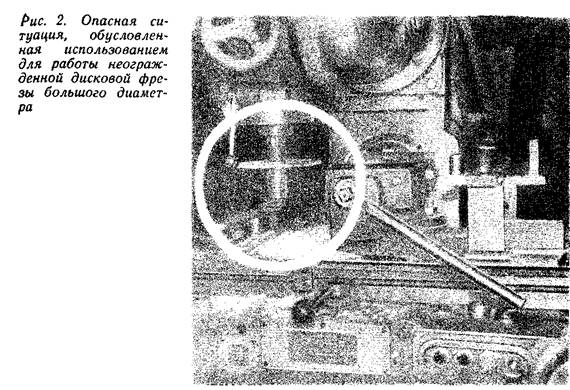
Режущие инструменты (фрезы, дисковые пилы, абразивные круги). Фрезы (дисковые, торцевые, цилиндрические), как правило, заводы-изготовители станков не ограждают, и в руководствах к станкам не даются рекомендации (решения) по их ограждению. Заводы-потребители вынуждены изобретать такие ограждения и не всегда удачно, а чаще станки работают без ограждений (рис. 2). Это приводит иногда к весьма серьезным травмам. Так, на одном из заводов при работе на горизонтально-фрезерном станке 6Н81 дисковой фрезой D — 200 мм при частоте вращения и — 65 об/мин был тяжело травмирован фрезеровщик. Травма произошла вследствие захвата одежды станочника шпинделем станка и инструментом. Расследованием было установлено, что основной причиной этого несчастного случая является отсутствие ограждения режущего инструмента (аналогичную опасность представляют сверла и шпиндели сверлильных станков).
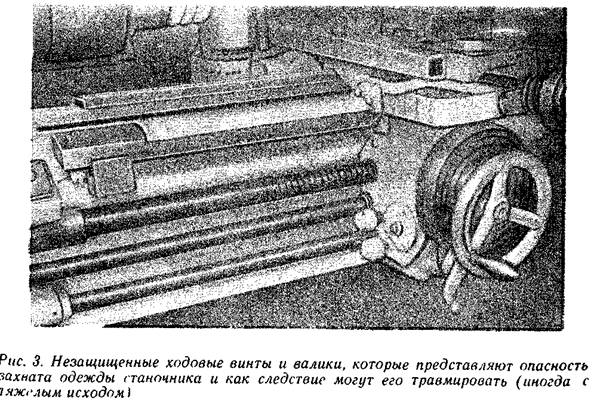
Приводные и передаточные механизмы. Они могут наносить травмы обычно в процессе наладки и ремонта станков, а ходовые винты и валики токарных станков представляют огромную опасность и в процессе эксплуатации, так как в основном они не ограждаются заводами-изготовителями (рис. 3). Только в серийно выпускаемом заводом Красный пролетарий им. Ефремова станке 16К20 такое ограждение предусмотрено.
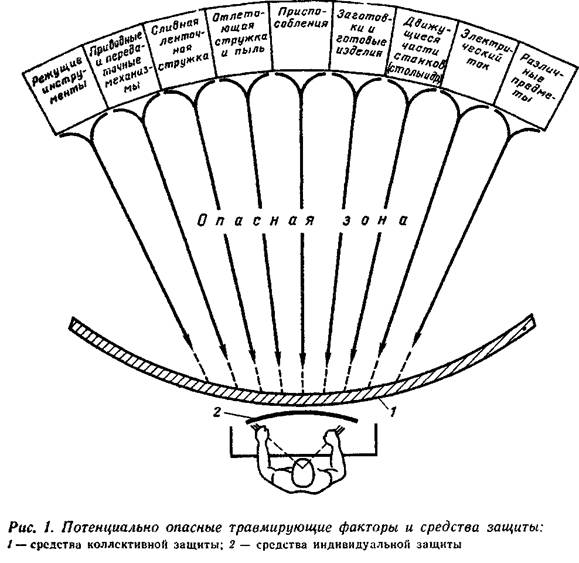
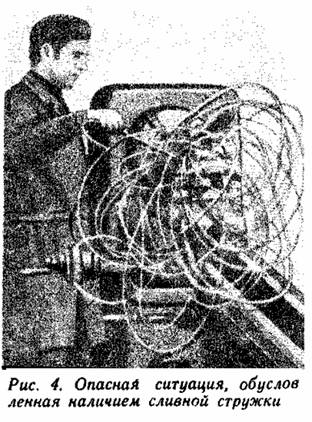
Сливная (ленточная) стружка. Она наносит большое число травм (порезы рук и ног), иногда с тяжелым исходом. До сих пор не найдено универсального средства устойчивого ее дробления в процессе резания в широком диапазоне режимов резания. Травмы, наносимые сливной стружкой, отмечаются как у рабочих со стажем работы до 1 года, так и у опытных со стажем 5—20 лет. Травмы может получить станочник и в процессе эксплуатации станка (рис. 4), и при уборке рабочего места, а также работающий, проходящий по цеху. Так, токарь одного из заводов, со стажем работы два года, обрабатывая втулку, наступил в петлю сливной стружки, сходящей со станка. В этот момент стружку захватило кулачками патрона. В результате нанесена серьезная травма (повреждение левого бедра). Другой случай на этом же заводе. Токарь со стажем работы пять лет, убирая сливную стружку вокруг станка, порезал ею левую голень стопы. В результате — потеря трудоспособности на 60 дней.
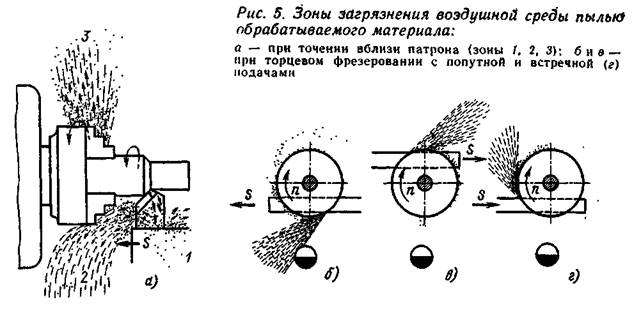
Отлетающая стружка и пыль хрупких металлов (бронза, латунь, чугун, различные сплавы) и сталей при фрезеровании. Отлетающей стружкой и пылью наносятся травмы глаз и ожоги лица и рук. При обработке хрупких металлов и неметаллических материалов воздух рабочей зоны загрязняется пылью обрабатываемого материала, имеющего во многих случаях вредные компоненты (свинец, бериллий, асбест и др.).
В этих случаях защитные очки и экраны на станках необходимы, но они не полностью решают проблему (рис. 5). По данным института глазных болезней им. Гельмгольца, наибольшее число глазных травм отмечается среди токарей.
Из-за несовершенства применяемых средств сбора и удаления элементной стружки и обеспыливания зоны резания даже автоматические линии, обрабатывающие изделия из чугуна, приходится останавливать иногда на несколько дней для их очистки от пыли и мелкой стружки.
Повышение скоростей резания и точности обработки заставляет станкостроителей уделять значительное внимание защите ответственных частей станка (особенно направляющих) от загрязнения стружкой и пылью, предупреждая тем самым износ этих частей. По нашему мнению, целесообразно усилить внимание станкостроителей к изысканию средств непрерывного удаления стружки и пыли непосредственно от режущих инструментов. В этом случае решалась бы проблема комплексно — защита человека и станка. Следовало бы запретить выпуск станков без таких устройств.
Приспособления для закрепления обрабатываемого изделия (поводковые и кулачковые патроны, планшайбы карусельных станков и др.). В большинстве случаев заводы-изготовители предусматривают оградительные устройства для этих приспособлений, но в процессе эксплуатации станка они не всегда используются.
Заготовки и готовые изделия. Травмы наносятся иногда при обработке, вследствие того, что заготовку вырывает из приспособления, закрепляющего ее, а также при установке и съеме заготовки со станка вручную (падение заготовки на ноги, защемление рук между заготовкой и станиной станка).
Движущие части станков (столы продольно-строгальных вертикально- и горизонтально-фрезерных станков, ползуны шепингов и др.). Травмы отмечаются только при отсутствии ограждающих барьеров.
Электрический ток. Поражения током при работе на металлорежущих станках явление относительно редкое, однако это грозная опасность, и ограждения, блокировки и заземление, предусматриваемые станкостроителями, должны быть всегда в исправном состоянии в соответствии с действующими правилами.
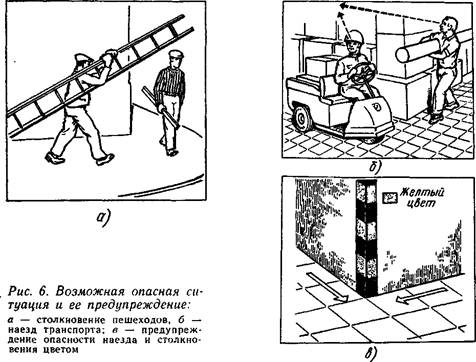
Различные предметы. Травмы могут быть нанесены различными предметами, в связи с падением человека, столкновением людей или наездом транспортных средств в механических и сборочных цехах машиностроительных заводов (рис. 6).
Анализируя статистические материалы о травматизме при работе на металлорежущих станках и приведенные выше примеры, приходится во многом согласиться с мнением руководителя клиники травматологии одного из московских медицинских институтов проф. В. Голяховского: Не всем ясно, что существует проблема психологической адаптации к новым условиям существования. Каждому из нас и обществу в целом следует понять, что мы имеем большие потери от несчастных случаев прежде всего потому, что опаздываем с психологическим приспособлением к новой среде обитания, насыщенной современной техникой. Прежде всего большинство из нас считают несчастные случаи именно случаями — единичными разрозненными эпизодами, а не грозной закономерностью...
Возникает парадоксальное положение: техника опасна, но человек так привык к ней, что перестал ее опасаться. Современный горожанин больше боится тихой, кроткой коровы, чем бешено мчащегося автомобиля... Рабочий привык видеть в своем станке доброго помощника, облегчающего его труд, и исчезает постепенно опасливое отношение к вращающимся на огромных скоростях стальным деталям.
Грозная закономерность применительно к работе на станках, по нашему мнению, состоит в том, что если в оперативной зоне работающего на станке имеются опасные факторы (неогражденная фреза, открытые токоведущие части, незащищенные ходовые винты и валики, сливная стружка и др.), то они порождают вероятность несчастного случая. С возрастанием числа опасных зон (травмирующих факторов) вероятность травмирования увеличивается.
При контактной работе станочника со станком и при наличии опасных зон, во всех случаях нарушения координации движений станочника, в связи с временным расстройством нервной системы, вероятность несчастного случая близка к единице.
Опасность травмирования может быть сведена до минимума, если техника (станки, автоматические линии и др.) не будет иметь опасных зон (травмирующих факторов) в оперативной зоне обслуживающего персонала, у которого к тому же не будет оснований к нарушению координации движений. Задача конструкторов, заводов-изготовителей станков и ИТР, занятых организацией и безопасностью труда, состоит прежде всего в том, чтобы предвидеть опасность и в каждом конкретном случае в зависимости от характера травмирующего фактора и степени его травматологической опасности выбрать при проектировании станков, а затем и при организации на них работы наиболее эффективное, надежное средство защиты. Если готового решения нет, то его необходимо создавать в процессе проектирования станка или комплекса (агрегатные станки, станки с программным управлением, автоматические линии и т.д.).
Одним из важных факторов научно-технического прогресса является повышение скоростей. Применительно к металлорежущим станкам и организации работы на них — это повышение скорости резания, скорости внутрицеховых транспортных средств. Повышение скорости резания и подачи способствует сокращению машинного времени и получению поверхности обрабатываемого изделия с наименьшей шероховатостью, т. е. способствует увеличению производительности труда и улучшению качества изготовляемых изделий. С повышением скорости резания связано увеличение частоты вращения обрабатываемого изделия, приводных и передаточных механизмов, а также скорости схода с резца сливной стружки, с образованием большого количества отлетающей стружки и более интенсивным пылевыделением при обработке хрупких металлов и неметаллических материалов. Таким образом, увеличение скорости резания одновременно способствует повышению опасности травмирования станочника и обязывает изыскивать соответствующие технические средства безопасности, усиливать внимание к опасности.
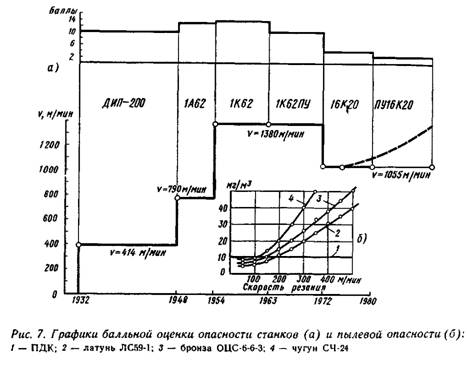
Проведенный под руководством автора анализ влияния роста скоростей резания (частоты вращения шпинделя) токарных станков на оснащение их средствами безопасности показал логическую взаимосвязь этих вопросов, хотя не все задачи безопасности решались своевременно. Выявление этой взаимосвязи и оценка степени опасности станков проводились на базе токарных станков, выпускаемых заводом Красный пролетарий им. Ефремова (ДИП-200, IA62, 1К62, 1К62ПУ, 16К20). Все эти станки, выпущенные заводом в разное время (начиная с 1932 г.), эксплуатируются, хотя некоторые из них (ДИП-200, 1А62) давно сняты с производства.
Станок ДИП-200 (п = 600 об/мин), выпускавшийся в 40-х годах, не имел ограждений зоны резания, зоны ходовых винтов и валиков, не снабжался светильником местного освещения, блокировкой или цветовой сигнализацией шкафа с электрооборудованием. Форма рукояток управления не соответствовала эргономическим требованиям. Цветовое оформление, сигнальные цвета и знаки безопасности отсутствовали (цвет станка темно-серый).
Станок 1А62 (п = 1200 об/мин), выпускавшийся в 50-х годах, несмотря на частоту вращения шпинделя в 2 раза большую, чем у станка ДИП-200, также не соответствовал всем требованиям безопасности. Но он уже оснащался светильником местного освещения, вращающимися центрами (повышающими надежность крепления обрабатываемого изделия при работе на больших скоростях). Станок окрашивали в зелено-серый цвет.
Станок 1К62 (п = 2000 об/мин), выпускавшийся в 60-х годах, оснащался большим числом средств обеспечения безопасности: ограждением зоны резания с ручным управлением; встроенной в фартук муфтой-предохранителем от перегрузки; кнопочным управлением для установочных (вспомогательных) перемещений суппорта в поперечном и продольном направлениях; светильником местного освещения. Электродвигатель главного привода размещали в корпусе станка, электрооборудование помещалось-в специальном шкафу, на панели которого находились выключатели и указатель нагрузки. Станок в соответствии с нормалью станкостроения НС 6—62 окрашивался в светло-серый и серо-голубой цвета.
Станок 16К20 (п = 2000 об/мин), выпускаемый с 1972 г., является новым шагом вперед в решении задач безопасности. В этом станке кроме элементов безопасности, предусмотренных в станке 1К62, впервые применено оригинальное ограждение ходовых винтов и валиков, ограждение кулачкового патрона, сблокированное с пуском станка. Органы управления выполнены и расположены с учетом эргономических требований. На более высоком уровне выполнена эстетика станка.
Для оценки степени опасности станков была принята балльная система, учитывающая число опасных зон, степень опасности в каждой зоне, максимальную скорость резания (частоту вращения), предусмотренную конструктором, и прогноз пылевой опасности при обработке хрупких металлов. За базовую модель для экспертной оценки степени опасности перечисленных выше станков был принят станок ДИП-200 — 10 баллов. График балльной оценки степени опасности работы на станках с учетом максимальных скоростей резания и экспериментальный прогноз пылевой опасности приведены на рис. 7. Как видно из рис. 7, станки 16К20 и ПУ16К20 имеют значительно меньшую степень опасности (соответственно 4 и 1,5 балла) по сравнению с другими рассмотренными моделями. Нерешенными задачами безопасности в конструкциях и инструментах этих станков являются: дробление и отвод стружки в процессе резания сталей и удаление стружки и пыли при обработке хрупких материалов. Решение этих задач позволит конструкции станков моделей 16К20 и ПУ16К20 завода Красный пролетарий им. Ефремова считать полностью безопасными.
Станки ДИП-200 и 1А62, вероятно, следует постепенно заменять станками 1К62, имеющими большие скорости резания и современный технический аспект. При этом станки 1К62 целесообразно дооснастить соответствующими средствами безопасности.
Следует иметь в виду, что причинами несчастных случаев являются не только конструктивные недостатки станков и недостатки в организации труда. Отечественные исследования и зарубежная статистика свидетельствуют о наличии несчастных случаев, являющихся следствием выполнения работ в нетрезвом состоянии. Например, французские специалисты по безопасности труда утверждают, что в каждом пятом несчастном случае на производстве в состоянии опьянения находился или виновник несчастного случая, или пострадавший; среди регулярно потребляющих алкоголь несчастные случаи происходят на 35% чаще по сравнению с лицами, его не употребляющими.
Большое число несчастных случаев, связанных с действием алкоголя на организм человека, относительно высокая их тяжесть и значительные материальные последствия (обычно это аварии, сопровождающиеся разрушением или порчей оборудования, различных сооружений и т. д.) обязывают уделять большое внимание расследованию, учету и анализу таких случаев не только с точки зрения так называемых стандартных организационно-технических причин, но и психофизиологического аспекта, позволяющего научно обосновать отрицательное действие алкоголя на безопасность труда и выработать специфические меры разъяснения и предупреждения.
Известные венгерские специалисты в области психофизиологии труда Иштван Балинт и Михай Мурани отметили три различных степени воздействия алкоголя на психофизиологические особенности человека и безопасность труда: небольшая, средняя, большая. Небольшая — когда во внешних проявлениях человека не замечалось каких-либо необычных отклонений, отмечалось только слегка повышенное настроение. Специальные исследования показали, что даже в этом случае нарушалось управление сложными согласованными движениями: человек реагировал на внешние воздействия с меньшей быстротой и точностью, внимание было менее управляемо.
Регулярное употребление алкоголя снижает сопротивляемость организма действию различных химических веществ и повышает опасность отравления в случае попадания в организм промышленных ядовитых веществ, таких, например, как пыль и пары свинца. Алкоголь уменьшает сопротивление организма действию электрического тока, т. е. повышает опасность смертельного поражения человека током в случае соприкосновения его с токоведущими частями оборудования.
Легкомысленное отношение к употреблению спиртного во многих случаях обусловливается незнанием возможных последствий, недооценкой важной роли разъяснительной работы на производстве о коварном действии алкоголя на организм человека, о том, что употребление перед работой даже небольшого количества алкогольных напитков может привести к несчастному случаю, особенно на участках с повышенной опасностью и при выполнении сложных работ, требующих большой концентрации внимания и осторожности.

